2.3.2 焊接方法和焊接工艺
2.3.2 焊接方法和焊接工艺相关课程
 2.3.2 焊接方法和焊接工艺考点解析
2.3.2 焊接方法和焊接工艺考点解析
 2.3.2 焊接方法和焊接工艺介绍
2.3.2 焊接方法和焊接工艺介绍
1、焊接方法
1)焊条电弧焊
(1)机动性好
(2)焊缝金属性能良好
(3)工艺适应性强
2)钨极惰性气体保护焊
(1)电弧热量集中,可精确控制焊接热输入,焊接热影响区窄。
(2)焊接过程不产生熔渣、无飞溅,焊缝表面光洁。
(3)焊接过程无烟尘,熔池容易控制,焊缝质量高。
(4)焊接工艺适用性强,几乎可以焊接所有的金属材料。
5)焊接参数可精确控制,易于实现焊接过程全自动化。
3)CO2气体保护焊
(1)电弧的穿透力强,焊接电流密度大(通常为100 300A/mm2), 故焊丝熔化率高,焊后一般不需清渣,所以CO2气体保护焊的生产率比焊条电弧焊高约1 3倍。
(2)CO2气体价格便宜,其焊接成本只有埋弧焊和焊条电弧焊的40% 50%。
(3)焊接变形小。采用短路过渡技术可以用于全位置焊接,焊接速度快,且CO2气流对焊件起到一定冷却作用,故可防止焊薄件烧穿和减少焊接变形。
(4)焊接质量好。CO2气体具有很强的氧化性,抗锈能力强,焊缝含氢量低,焊接低合金高强度钢时冷裂纹的倾向小,可获得机械性能良好的焊缝。
(5)适用范围广。CO2气体保护焊适用于焊接薄板,也能焊接中厚板,同时可进行全位置焊接。
2、焊接工艺
焊接工艺是指制造焊件所有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求等。
1)焊接方法选择
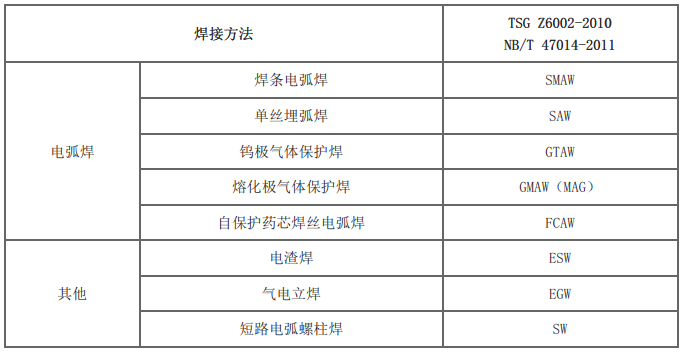
(1)常用的焊接方法分类
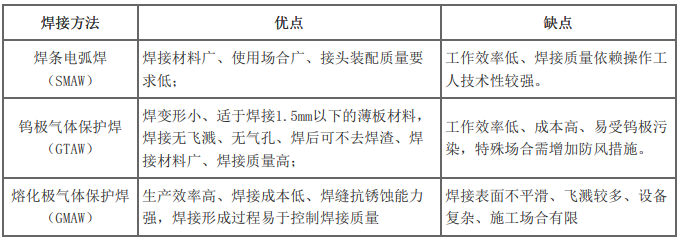
(2)不同焊接方法的特点
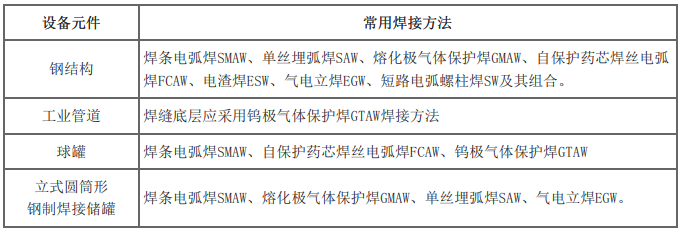
(3)焊接方法的选择
2)焊接接头
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
(2)焊接接头形式有:对接接头、T形接头、角接接头及搭接接头等。焊接接头形式主要是由两焊件相对位置所决定的。
例如,钢制储罐底板的幅板之间、幅板与边缘板之间、人孔(接管)或支腿补强板与容器壁板(顶板)之间等常用搭接接头连接。
3)焊缝形式
(1)焊缝坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。
按焊缝结合形式,分成对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
按施焊时焊缝在空间所处位置,分成平焊缝、立焊缝、横焊缝、仰焊缝。
(4)焊缝形状

4)焊接线能量
决定焊接线能量的主要参数就是焊接速度、焊接电流和电弧电压
5)预热及焊后热处理
3、焊接工艺评定
1)焊接工艺评定报告及作用
(1)焊接工艺评定报告
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。记载验证性的数据结果,对拟定的焊接工艺进行评价的报告称为焊接工艺评定报告。
(2)焊接工艺评定作用
验证施焊单位拟定焊接工艺的正确性,并评定施焊单位在限制条件下,焊接成合格接头的能力。依据焊接工艺评定报告编制焊接作业指导书,用于指导焊工施焊和焊后热处理工作,一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个焊接作业指导书可以依据一个或多个焊接工艺评定报告编制。
2)焊接工艺评定要求
(4)钢结构
施工单位首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后热处理等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验。
3)焊接工艺评定规则
(1)各种焊接方法的通用评定规则焊接方法的评定规则、母材的评定规则、填充金属的评定规则、焊后热处理的评定规则、试件厚度与焊件厚度的评定规则。
(2)各种焊接方法的专用评定规则接头、填充金属、焊接位置、预热(后热)、气体、电特性、技术措施对各种焊接方法的影响程度可分为重要因素、补加因素和次要因素。当改变任何一个重要因素时,都需重新进行焊接工艺评定。当增加或变更任何一个补加因素时,则可按照增加或变更的补加因素,增焊冲击韧性试件进行试验。当增加或变更次要因素时,不需要重新评定,但需重新编制预焊接工艺规程。
4)特殊材料焊接工艺措施
(1)有延迟裂纹倾向的材料
②防止产生延迟裂纹的措施:采取焊条烘干,减少应力、焊前预热、焊后热处理措施,严格执行焊后热消氢处理工艺,打磨焊缝余高。对容易产生焊接延迟裂纹的钢材,焊后应及时进行热处理。当不能及时进行热处理时,应在焊后立即均匀加热至200 350°C,并保温缓冷。
(2)有再热裂纹倾向的材料
②防止产生再热裂纹的方法:预热应用低强度焊缝,使焊缝强度低于母材以增高其塑性变形能力。减少焊接应力,合理地安排焊接顺序、减少余高、避免咬边及根部未焊透等缺陷以减少焊接应力。
相关知识点pdf资料

考6-18分!2025年一建《机电》第二章核心考点汇总(11个)
539.65KB
下载
考2-4分!2025年一建《机电》第一章核心考点汇总(5个)
534.63KB
下载
[一建历年真题]2023年机电工程考试真题及答案解析
820.62KB
下载
[一建历年真题]2022年机电工程考试真题及答案解析
875.32KB
下载
[一建历年真题]2022年机电工程考试真题及答案解析
755.06KB
下载
[一建历年真题]2024年机电工程考试真题及答案解析
716.34KB
下载
2020年一建机电考试真题及答案解析
658.50KB
下载
[一建历年真题]2021年一建机电考试真题及答案解析
816.93KB
下载
2024年一级建造师《机电工程》考情分析:常规考点减少,难度加大!
433.43KB
下载
考前狂背!2024年一建《机电工程》案例考点100问来啦!
375.72KB
下载
重要!2024年一建《机电》五星考点归纳,附备考策略!
501.08KB
下载2.3.2 焊接方法和焊接工艺考点试题
正确答案: C
答察解析: A选项,把焊接所有工艺参数分 为重要因素、补加因素和次要因素三种
B选项,重要因素变化的情况都需要重新进行评定,如焊接方法、母材分类、母材厚 度、焊丝类别、预热、焊后热处理、保护气体种类、电流种类和极性等变化都可以成为 重要因素。
D选项,当有冲击韧性要求时,补加因素就上升为重要因素
正确答案: A
答察解析: A正确;焊条电弧焊设备主要包括焊机、焊钳、焊接电缆和地线夹钳等。
B正确;埋弧焊设备按焊接过程的自动化程度可分为机械化、自动和全自动三类
C错误;钨极惰性气体保护焊设备按焊接电流种类,可分为直流、交流和脉冲电流钨极惰性气体保护焊设备。
D正确;焊接机器人主要由机器人和焊接设备两大部分构成
E正确;接机器人的焊接装备,则由焊接电源(包括其控制系统)、送丝机(弧 焊)、焊枪(钳)等部分组成
大咖讲解:2.3.2 焊接方法和焊接工艺



2.3.1 焊接设备和焊接材料的分类及选用
1、焊接设备
1)焊接设备分类
(1)焊条电弧焊设备
主要包括焊机、焊接电源、焊钳、焊接电缆和地线夹钳等。
(2)钨极惰性气体保护焊设备
主要由焊接电源、焊枪、供气系统、水冷系统、焊接电缆线和遥控器等组成。
(3)CO2气体保护焊设备
由焊接电源、焊枪、送丝机构、气路系统和控制系统五部分组成。
(4)埋弧焊设备
焊接小车和机头移动机构、送丝机、焊丝矫正压紧机构、焊接电源、控制系统等。
(5)电渣焊设备
由焊接电源、机头、电控系统、水冷成型(滑)块组成。焊接方法可分为:丝极电渣焊、板极电渣焊、熔嘴电渣焊
(6)螺柱焊设备
按其电源种类和焊接方式分为电弧螺柱焊和电容储能放电螺柱焊两大类。电弧螺柱焊机由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成。
(7)焊接机器人
由机器人和焊接设备两大部分构成。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,则由焊接电源(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还有传感系统,如激光或摄像传感器及其控制装置等。
2)常用焊接设备应用
(1)焊条电弧焊机在各类焊接结构制造业得到较广泛应用。如建筑钢结构制造安装、船舶制造、海洋工程结构制造、输油气管线安装施工、大型液化气储罐建造、特种设备及化工装备制造等方面仍占有重要的地位。
(2)钨极惰性气体保护焊机是一种优质的弧焊焊接设备,在各类焊接结构生产中得到了广泛的应用。
①应用于金属材料种类多
②适用一定的接头厚度范围(常规街头范围为0.5~4.0mm)
③适用各种焊接位置包括平焊、平角焊、横焊、立焊和仰焊, 以及水平固定的管件对接接头的全位置焊。
④可用于焊接自动化
(3)CO2气体保护焊机CO2气体保护焊是我国重点推广的一种焊接技术,主要用于低碳钢及低合金钢等焊接,也适用于易损零件的堆焊及铸钢件的补焊等。在许多金属结构的生产中已逐渐取代了焊条电弧焊和埋弧焊。
2.焊接材料
1)焊条分类及选用
(2)焊条选用要求
①焊接材料的选用设计有规定时应按设计文件要求选用。
②设计无规定时应在满足结构安全、可靠使用的前提下,以改善作业条件和提高技术经济效益为原则,综合考虑以下因素:钢材化学成分及力学性能,焊缝金属性能,钢结构特点(板厚、接头形式)和受力状态,工艺性,焊接位置和施焊条件(室内、野外、空间大小),焊接工作量(焊缝长度、焊缝当量)。
(3)焊条选用原则
①焊缝金属的力学性能和化学成分匹配原则
②保证焊接构件的使用性能和工作条件原则
③满足焊接结构特点及受力条件原则
④具有焊接工艺可操作性原则
⑤提高生产率和降低成本原则
2)钨极材料及种类
(2)钨极种类。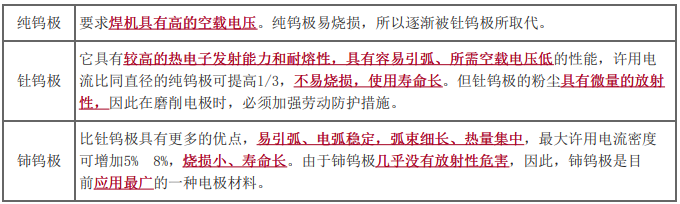
3)焊丝分类、型号及选用
(1)焊丝分类
①按截面结构形式分类:可分为实心焊丝和药芯焊丝两类
(2)焊丝选用原则
①焊丝按规定代号选择适用的焊接方法。
②实心焊丝主要用于钨极气体保护焊和熔化极气体保护焊;选择实心焊丝的成分主要考虑焊缝金属应与母材力学性能或物理性能的良好匹配,如耐磨性、耐蚀性,焊缝应是致密的和无缺陷的。
③药芯焊丝用于采用CO2和Ar+CO2为保护气体的熔化极气体保护焊,前者用于普通结构,后者用于重要结构。
④自保护药芯焊丝与焊条相似,不用另加气体保护焊,抗风能力优于气体保护焊,通常可在四级风力下施焊,适用于野外或高空作业。
4)焊接气体分类及选用
(1)焊接气体分类
①气焊、切割常用气体
助燃气体(氧气O2);
可燃气体:乙炔、丙烷、石油气、天然气等。
②焊接保护用气体
二氧化碳(CO2)、氩气(Ar)、氦气(He)、氮气(N)、氧气(O2)和氢气(H2)。
(2)焊接气体的应用
①焊接用气体的选择,主要取决于焊接、切割方法。除此之外,还与被焊金属的性质、焊接接头质量要求、焊件厚度和焊接位置及工艺方法等因素有关。
②氮气弧焊时,用氮气N作为保护气体,可焊接铜和不锈钢。氮气N也常用于等离子弧切割,作为外层保护气体。
5)焊剂分类及选用
(1)焊剂的分类
①根据生产工艺的不同分类,焊剂可分为熔炼焊剂、粘结焊剂、烧结焊剂。
6)焊接材料的复验要求
(1)钢结构的焊接材料复验建筑结构安全等级为一级的一、二级焊缝、建筑结构安全等级为二级的一级焊缝、大跨度的一级焊缝、重级工作制吊车梁结构中的一级焊缝中所用焊接材料应按到货批次进行复验,合格后方可使用。
(2)特种设备的焊接材料复验球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。焊条、焊丝、焊剂超过期限,应经复验合格后方可使用。

2.3.3 焊接应力与焊接变形
1.降低焊接应力的措施
1)设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
2)工艺措施
(1)采用较小的焊接线能量
(2)合理安排装配焊接顺序
(3)层间进行锤击(焊后进行)
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
(5)焊接高强钢时,选用塑性较好的焊条
(6)预热(焊前进行)
(7)消氢处理(焊后进行)
(8)焊后热处理
(9)利用振动法来消除焊接残余应力
2.焊接变形的危害及预防焊接变形的措施
1)焊接变形的分类
面内变形:焊缝纵向收缩变形、横向收缩变形、焊缝回转变形
面外变形:角变形、弯曲变形、扭曲变形、失稳波浪变形
2)焊接变形的危害
焊接变形的危害主要表现在:①降低装配质量②影响外观质量③降低承载力④增加矫正工序⑤提高制造成本等五个方面。
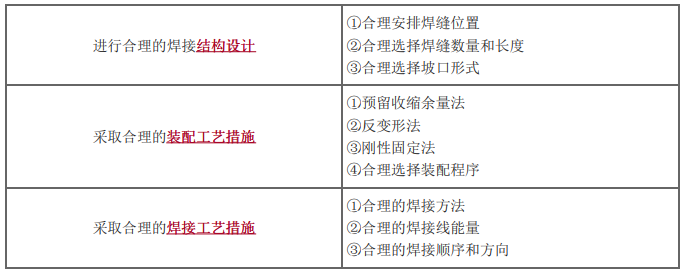
3)预防焊接变形的措施
2.3.4 焊接质量检验
1、焊接分项工程质量验收
1)钢结构焊接分项工程
(1)主控项目主控项目:焊接材料进场(品种、规格、性能),焊接材料复验(重要钢结构),材料匹配(焊材与母材),焊工证书,焊接工艺评定,内部缺陷,组合焊缝尺寸(T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝),焊缝表面缺陷。(2)一般项目
一般项目:焊接材料进场(焊材外观),预热和后热处理,焊缝外观质量,焊缝尺寸偏差,凹形的角焊缝,焊缝感官。
2)设备及工业管道焊接分项工程
(1)主控项目主控项目:材料,焊前准备,焊接,焊后热处理,焊缝外部质量检验,其他检验(产品试板检查,焊缝金属的化学成分分析、焊缝铁素体含量测定、焊接接头金相检验。
(2)一般项目一般项目:焊前准备,焊接,焊后热处理,焊缝外部质量检验。
2、焊接检验方法
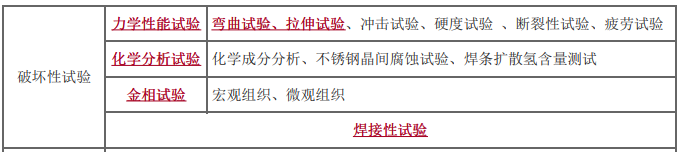
1)破坏性试验
2)非破坏性试验

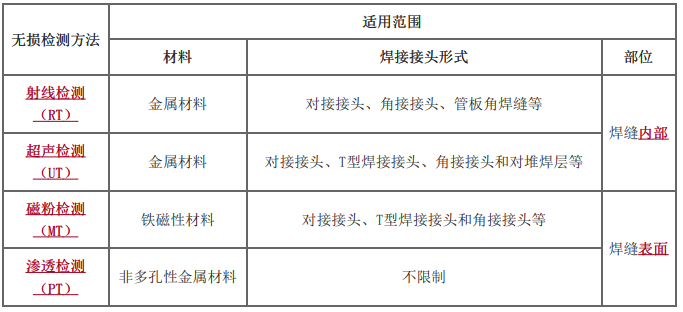
3)无损检测方法
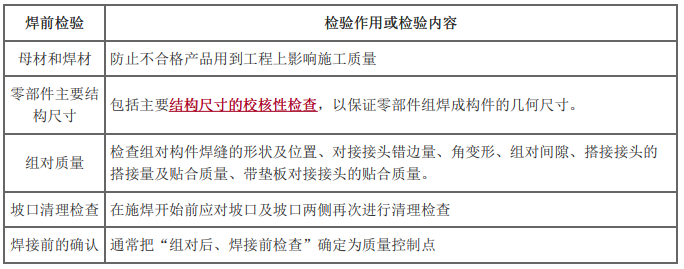
3、焊前质量检验
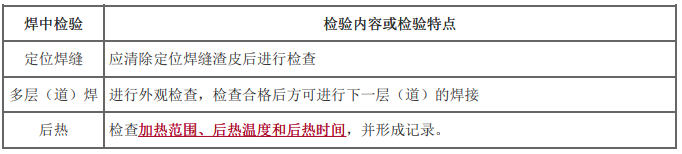
4、焊中质量检验
5、焊后质量检验
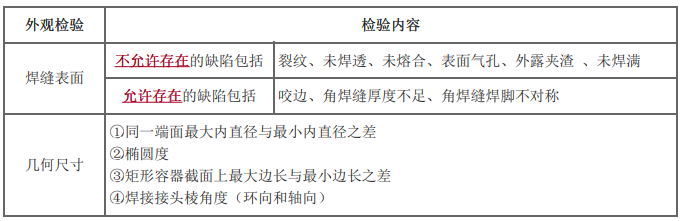
1)焊缝外观检验
2)焊缝表面无损检测
(1)设计文件无规定时,焊缝无损检测可选用磁粉检测(MT)或渗透检测(PT)方法。
3)焊缝内部无损检测

6、无损检测新技术
(1)X射线数字成像检测
(2)衍射时差法超声波检测(TOFD)
1.焊接设备
1、焊接设备
1)焊接设备分类
(1)焊条电弧焊设备
主要包括焊机、焊接电源、焊钳、焊接电缆和地线夹钳等。
(2)钨极惰性气体保护焊设备
主要由焊接电源、焊枪、供气系统、水冷系统、焊接电缆线和遥控器等组成。
(3)CO2气体保护焊设备
由焊接电源、焊枪、送丝机构、气路系统和控制系统五部分组成。
(4)埋弧焊设备
焊接小车和机头移动机构、送丝机、焊丝矫正压紧机构、焊接电源、控制系统等。
(5)电渣焊设备
由焊接电源、机头、电控系统、水冷成型(滑)块组成。焊接方法可分为:丝极电渣焊、板极电渣焊、熔嘴电渣焊
(6)螺柱焊设备
按其电源种类和焊接方式分为电弧螺柱焊和电容储能放电螺柱焊两大类。电弧螺柱焊机由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成。
(7)焊接机器人
由机器人和焊接设备两大部分构成。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,则由焊接电源(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还有传感系统,如激光或摄像传感器及其控制装置等。
2)常用焊接设备应用
(1)焊条电弧焊机在各类焊接结构制造业得到较广泛应用。如建筑钢结构制造安装、船舶制造、海洋工程结构制造、输油气管线安装施工、大型液化气储罐建造、特种设备及化工装备制造等方面仍占有重要的地位。
(2)钨极惰性气体保护焊机是一种优质的弧焊焊接设备,在各类焊接结构生产中得到了广泛的应用。
①应用于金属材料种类多
②适用一定的接头厚度范围(常规街头范围为0.5~4.0mm)
③适用各种焊接位置包括平焊、平角焊、横焊、立焊和仰焊, 以及水平固定的管件对接接头的全位置焊。
④可用于焊接自动化
(3)CO2气体保护焊机CO2气体保护焊是我国重点推广的一种焊接技术,主要用于低碳钢及低合金钢等焊接,也适用于易损零件的堆焊及铸钢件的补焊等。在许多金属结构的生产中已逐渐取代了焊条电弧焊和埋弧焊。

2.焊接材料
2.焊接材料
1)焊条分类及选用
(2)焊条选用要求
①焊接材料的选用设计有规定时应按设计文件要求选用。
②设计无规定时应在满足结构安全、可靠使用的前提下,以改善作业条件和提高技术经济效益为原则,综合考虑以下因素:钢材化学成分及力学性能,焊缝金属性能,钢结构特点(板厚、接头形式)和受力状态,工艺性,焊接位置和施焊条件(室内、野外、空间大小),焊接工作量(焊缝长度、焊缝当量)。
(3)焊条选用原则
①焊缝金属的力学性能和化学成分匹配原则
②保证焊接构件的使用性能和工作条件原则
③满足焊接结构特点及受力条件原则
④具有焊接工艺可操作性原则
⑤提高生产率和降低成本原则
2)钨极材料及种类
(2)钨极种类。
3)焊丝分类、型号及选用
(1)焊丝分类
①按截面结构形式分类:可分为实心焊丝和药芯焊丝两类
(2)焊丝选用原则
①焊丝按规定代号选择适用的焊接方法。
②实心焊丝主要用于钨极气体保护焊和熔化极气体保护焊;选择实心焊丝的成分主要考虑焊缝金属应与母材力学性能或物理性能的良好匹配,如耐磨性、耐蚀性,焊缝应是致密的和无缺陷的。
③药芯焊丝用于采用CO2和Ar+CO2为保护气体的熔化极气体保护焊,前者用于普通结构,后者用于重要结构。
④自保护药芯焊丝与焊条相似,不用另加气体保护焊,抗风能力优于气体保护焊,通常可在四级风力下施焊,适用于野外或高空作业。
4)焊接气体分类及选用
(1)焊接气体分类
①气焊、切割常用气体
助燃气体(氧气O2);
可燃气体:乙炔、丙烷、石油气、天然气等。
②焊接保护用气体
二氧化碳(CO2)、氩气(Ar)、氦气(He)、氮气(N)、氧气(O2)和氢气(H2)。
(2)焊接气体的应用
①焊接用气体的选择,主要取决于焊接、切割方法。除此之外,还与被焊金属的性质、焊接接头质量要求、焊件厚度和焊接位置及工艺方法等因素有关。
②氮气弧焊时,用氮气N作为保护气体,可焊接铜和不锈钢。氮气N也常用于等离子弧切割,作为外层保护气体。
5)焊剂分类及选用
(1)焊剂的分类
①根据生产工艺的不同分类,焊剂可分为熔炼焊剂、粘结焊剂、烧结焊剂。
6)焊接材料的复验要求
(1)钢结构的焊接材料复验建筑结构安全等级为一级的一、二级焊缝、建筑结构安全等级为二级的一级焊缝、大跨度的一级焊缝、重级工作制吊车梁结构中的一级焊缝中所用焊接材料应按到货批次进行复验,合格后方可使用。
(2)特种设备的焊接材料复验球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。焊条、焊丝、焊剂超过期限,应经复验合格后方可使用。

1.焊接方法
1、焊接方法
1)焊条电弧焊
(1)机动性好
(2)焊缝金属性能良好
(3)工艺适应性强
2)钨极惰性气体保护焊
(1)电弧热量集中,可精确控制焊接热输入,焊接热影响区窄。
(2)焊接过程不产生熔渣、无飞溅,焊缝表面光洁。
(3)焊接过程无烟尘,熔池容易控制,焊缝质量高。
(4)焊接工艺适用性强,几乎可以焊接所有的金属材料。
5)焊接参数可精确控制,易于实现焊接过程全自动化。
3)CO2气体保护焊
(1)电弧的穿透力强,焊接电流密度大(通常为100 300A/mm2), 故焊丝熔化率高,焊后一般不需清渣,所以CO2气体保护焊的生产率比焊条电弧焊高约1 3倍。
(2)CO2气体价格便宜,其焊接成本只有埋弧焊和焊条电弧焊的40% 50%。
(3)焊接变形小。采用短路过渡技术可以用于全位置焊接,焊接速度快,且CO2气流对焊件起到一定冷却作用,故可防止焊薄件烧穿和减少焊接变形。
(4)焊接质量好。CO2气体具有很强的氧化性,抗锈能力强,焊缝含氢量低,焊接低合金高强度钢时冷裂纹的倾向小,可获得机械性能良好的焊缝。
(5)适用范围广。CO2气体保护焊适用于焊接薄板,也能焊接中厚板,同时可进行全位置焊接。

2.焊接工艺
2、焊接工艺
焊接工艺是指制造焊件所有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求等。
1)焊接方法选择
(1)常用的焊接方法分类
(2)不同焊接方法的特点
(3)焊接方法的选择
2)焊接接头
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
(2)焊接接头形式有:对接接头、T形接头、角接接头及搭接接头等。焊接接头形式主要是由两焊件相对位置所决定的。
例如,钢制储罐底板的幅板之间、幅板与边缘板之间、人孔(接管)或支腿补强板与容器壁板(顶板)之间等常用搭接接头连接。
3)焊缝形式
(1)焊缝坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。
按焊缝结合形式,分成对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
按施焊时焊缝在空间所处位置,分成平焊缝、立焊缝、横焊缝、仰焊缝。
(4)焊缝形状
4)焊接线能量
决定焊接线能量的主要参数就是焊接速度、焊接电流和电弧电压
5)预热及焊后热处理

3.焊接工艺评定
3、焊接工艺评定
1)焊接工艺评定报告及作用
(1)焊接工艺评定报告
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。记载验证性的数据结果,对拟定的焊接工艺进行评价的报告称为焊接工艺评定报告。
(2)焊接工艺评定作用
验证施焊单位拟定焊接工艺的正确性,并评定施焊单位在限制条件下,焊接成合格接头的能力。依据焊接工艺评定报告编制焊接作业指导书,用于指导焊工施焊和焊后热处理工作,一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个焊接作业指导书可以依据一个或多个焊接工艺评定报告编制。
2)焊接工艺评定要求
(4)钢结构
施工单位首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后热处理等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验。
3)焊接工艺评定规则
(1)各种焊接方法的通用评定规则焊接方法的评定规则、母材的评定规则、填充金属的评定规则、焊后热处理的评定规则、试件厚度与焊件厚度的评定规则。
(2)各种焊接方法的专用评定规则接头、填充金属、焊接位置、预热(后热)、气体、电特性、技术措施对各种焊接方法的影响程度可分为重要因素、补加因素和次要因素。当改变任何一个重要因素时,都需重新进行焊接工艺评定。当增加或变更任何一个补加因素时,则可按照增加或变更的补加因素,增焊冲击韧性试件进行试验。当增加或变更次要因素时,不需要重新评定,但需重新编制预焊接工艺规程。
4)特殊材料焊接工艺措施
(1)有延迟裂纹倾向的材料
②防止产生延迟裂纹的措施:采取焊条烘干,减少应力、焊前预热、焊后热处理措施,严格执行焊后热消氢处理工艺,打磨焊缝余高。对容易产生焊接延迟裂纹的钢材,焊后应及时进行热处理。当不能及时进行热处理时,应在焊后立即均匀加热至200 350°C,并保温缓冷。
(2)有再热裂纹倾向的材料
②防止产生再热裂纹的方法:预热应用低强度焊缝,使焊缝强度低于母材以增高其塑性变形能力。减少焊接应力,合理地安排焊接顺序、减少余高、避免咬边及根部未焊透等缺陷以减少焊接应力。

1.降低焊接应力的措施
1.降低焊接应力的措施
1)设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
2)工艺措施
(1)采用较小的焊接线能量
(2)合理安排装配焊接顺序
(3)层间进行锤击(焊后进行)
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
(5)焊接高强钢时,选用塑性较好的焊条
(6)预热(焊前进行)
(7)消氢处理(焊后进行)
(8)焊后热处理
(9)利用振动法来消除焊接残余应力
2.焊接变形的危害及预防焊接变形的措施
2.焊接变形的危害及预防焊接变形的措施
1)焊接变形的分类
面内变形:焊缝纵向收缩变形、横向收缩变形、焊缝回转变形
面外变形:角变形、弯曲变形、扭曲变形、失稳波浪变形
2)焊接变形的危害
焊接变形的危害主要表现在:①降低装配质量②影响外观质量③降低承载力④增加矫正工序⑤提高制造成本等五个方面。
3)预防焊接变形的措施

1.焊接检验方法
2、焊接检验方法
1)破坏性试验
2)非破坏性试验
3)无损检测方法

2.焊接过程质量检验
5、焊后质量检验
1)焊缝外观检验
2)焊缝表面无损检测
(1)设计文件无规定时,焊缝无损检测可选用磁粉检测(MT)或渗透检测(PT)方法。
3)焊缝内部无损检测









拒绝盲目备考,加学习群领资料共同进步!










师资团队
-

免费听
赵春晓
幽默风趣,思维导图总结精彩,考点层次分明。
主讲:安全生产管理,建设工程施工管理,建设工程项目管理
233网校一级建造师《项目管理》、二级建造师《施工管理》独家签约网课老师。某“双一流、211”高校副研究员、硕导,国家一级注册建造师、造价师。

免费听
王东兴
灵魂导师
主讲:建设工程法规及相关知识,建设工程法规及相关知识,安全生产法律法规
管理学硕士,国家注册一级建造师,多年从事教育行业,主攻工程经济、项目管理、企业管理方向。
-

免费听
董航
主讲:建设工程经济
曾任中建一局集团项目执行经理,多年现场经验,对施工现场生产管理、现场安全、施工技术非常熟悉,在一级建造师、注册安全工程师执业资格考试方面,有丰富的教学经验,更有其独特的培训风格,其地毯式培训教学,准确打击知识点,每年都会帮助广大学员顺利取证。

免费听
江凌俊
口诀一绝
主讲:目标控制(土木建筑),进度控制(水利),建筑施工安全,建筑工程管理与实务,建筑工程,建筑施工安全
曾在设计院任职,线上线下多年培训行业从业经历。
-

免费听
胡宗强
主讲:市政公用工程
从事建造师培训多年。经验丰富,命题方向把握准确。

免费听
梁毛
主讲:案例分析(土木建筑),建筑工程
工程管理证书“大满贯”获得者,一级建造师(建筑/机电)、造价工程师、监理工程师(土建/交通)、二级建造师(建筑/机电/市政)、高级工程师(建筑工程)

专业智能,高效提分
章节练习
章节专项突破
进入做题
精选试题
省时高效精选
进入做题
模拟考场
海量题免费做
进入做题
考前点题
高效锁分72小时
进入做题
每日一练
每天进步一点点
进入做题
历年真题
真题实战演练
进入做题
易错题
精选高频易错题
进入做题
模考大赛
同场闯关做题
进入做题

APP刷题神器
模考大赛
考点打卡
做题闯关

扫描二维码 下载233网校APP刷题
互动交流

微信扫码关注公众号
获取更多考试资料