控制图法
控制图法相关课程
 控制图法考点解析
控制图法考点解析
 控制图法介绍
控制图法介绍
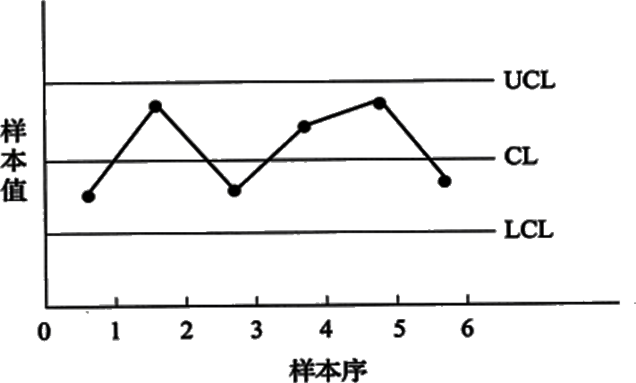
控制图法:被用来反映生产过程中工序质量随时间的动态变化,并以此为依据来维持生产过程的稳定性。因此,控制图又被称为管制图。
UCL 代表上控制界限,CL 代表中心线,LCL 代表下控制界限。
2.控制图的种类:计量值控制图和计数值控制图。
|
适用于 |
分类 |
||
|
计量值控制图 |
以长度、强度、纯度等计量值 为控制对象的情况 |
单值控制图; 平均值和极差控制图; 中位数和极差控制图 |
|
|
计数值控制图 |
以计数值数据的质量特性值 为控制对象的情况 |
计件值控制图 |
不合格品率控制图; 不合格品数控制图 |
|
计点值控制图 |
缺陷数控制图; 单位缺陷数控制图 |
||
控制图法考点试题
大咖讲解:控制图法


质量管理中的常用技术
(一)分层法
分层法是质量管理中常用的数理统计方法。
分层的目的就是归集性质相同的数据。分层法的关键是尽量使同一层内的数据波动小一些,各层间的数据波动大一些。
常用分层标志有:操作者、设备、原材料、缺陷项目等。
(二)调查表法
调查表是为了分层收集数据而设计的一类统计图表。调查表法就是利用这类统计图表进行数据收集、整理和粗略分析的一种方法。常用的调查表有缺陷调查表、不良项目调查表、不良原因调查表、过程分布调查表。
(三)散布图法:又叫相关图,是将两个可能相关的变量数据用点画在坐标图上,通过观察分析来判断两个变量之间的相关关系。
如热处理时猝火温度与工件硬度之间的关系、某种元素在材料中的含量与材料强度之间的关系等。
(四)排列图法 :又称主次因素分析图或帕雷托图,揭示的是“关键的少数和次要的多数”规律,被广泛地应用于各个领域。
(五)因果分析图法:以结果作为特性、以原因为因素,用箭头联系表示因果关系。因果分析图是一种充分发动员工智慧、集思广益的办法,特别适合质量小组实行质量民主管理。
(六)直方图法:又称为质量分析图,由很多直方形连起来的,表示质量数据离散程度的一种图形,用以整理质量数据,判断工序是否处于受控状态,并根据质量特性的分析结果进行适当的调整,解决生产中存在的问题。
(七)控制图法:被用来反映生产过程中工序质量随时间的动态变化,并以此为依据来维持生产过程的稳定性。因此,控制图又被称为管制图。
UCL 代表上控制界限,CL 代表中心线,LCL 代表下控制界限。
2.控制图的种类:计量值控制图和计数值控制图。
|
适用于 |
分类 |
||
|
计量值控制图 |
以长度、强度、纯度等计量值 为控制对象的情况 |
单值控制图; 平均值和极差控制图; 中位数和极差控制图 |
|
|
计数值控制图 |
以计数值数据的质量特性值 为控制对象的情况 |
计件值控制图 |
不合格品率控制图; 不合格品数控制图 |
|
计点值控制图 |
缺陷数控制图; 单位缺陷数控制图 |
||

质量检验
(一)检验的含义和质量检验基本任务
1.检验的含义:通过观察和判断,适当时结合测量、试验所进行的符合性评价,检验包括4个基本要素:
(1)度量。采用试验、测量、化验、分析与感观检查等方法测定产品的质量特性。
(2)比较。将测定结果同质量标准进行比较。
(3)判断。根据比较结果,对检验项目或产品作出合格与否的判定。
(4)处理。对单件受检产品,决定合格放行还是不合格返工、返修或报废。
2.质量检验的基本任务
(1)鉴别产品(或零部件、外购物料等)的质量水平,确定其是否符合标准或能否接收。
(2)判断工序质量状态,为工序能力控制提供依据。
(3)了解产品质量的等级或缺陷的严重程度。
(4)改善检测手段,提高检测作业发现质量缺陷的能力和有效性。
(5)反馈质量信息,报告质量状况与趋势,提供质量改进的建议。
(二)质量检验的方式与基本类型
|
分类依据 |
类别 |
|
按照检验的数量特征 |
全数检验和抽样检验 |
|
按照检验质量特性值的特征 |
计数检验和计量检验 |
|
按照检验的方法特征 |
理化检验和感官检验 |
|
按照检验对象检验后的状态特征 |
破坏性检验和非破坏性检验 |
|
按照检验实施的位置特征 |
固定检验和流动检验 |
|
按照检验目的的特征 |
验收检验和过程检验 |
|
按照生产加工的流程 |
进货检验、工序检验和完工检验 |
(1)按检验的数量特征划分:
|
|
缺点 |
适用于 |
|
全数检验 |
①检验工作量大、周期长、成本高,占用的检验人员和设备较多。②由于受检个体太多,往往导致每个受检个体检验标准降低或检验项目减少。③由于错检和漏检现象的客观存在,全数检验的结果并不一定完全可靠。④不适用于具有破坏性的或检验费用昂贵的检验项目。⑤对批量大但出现不合格品无严重后果的产品批,在经济上不合理 |
对精度要求较髙的产品和零部件,对后续工序影响较大的质量项目,质量不太稳定的工序,需要对不合格交验批全部进行重检及筛选的场合。 |
|
抽样检验 |
①在判断为合格的总体中,会混杂一些不合格品;②抽样检验的结论是对整批产品而言的,因此错判造成的损失往往很大。 |
全数检验不必要、不经济或无法实施的场合 |
(2)按检验的质量特性值的特征划分:
计数检验:适用于质量特性值为计点值和计件值的情形;
计量检验:适用于质量特性值为计量值的情形。
(3)按检验方法的特征划分:
理化检验:应用物理或者化学的方法,依靠量具、仪器及设备装置等对受检物进行检验。通常测得检验项目的具体数值,精度高,人为误差小。
感官检验:依靠人的感觉器官对产品的形状、颜色、气味、伤痕、污损、锈蚀和老化程度等进行的检验和评价。感官检验的结果往往依赖检验人员的经验。
(4)按检验对象检验后的状态特征划分:破坏性检验和非破坏性检验。
破坏性检验后,受检物的完整性遭到破坏,不再具有原来的使用功能。例如,寿命试验、强度试验等往往是破坏性检验。
破坏性检验只能采用抽样检验方式。
(5)按检验实施的位置特征划分:
|
|
固定检验又称集中检验 |
流动检验 |
|
含义 |
在生产单位内设立固定的检验站,将各工作地上的产品送到检验站集中检验 |
由检验人员直接去工作地检验 |
|
特点 |
优点:固定检验站的专业化水平高,检验结果比较可靠; 缺点:需要占用一定的生产空间,易使生产工人对检验人员产生对立情绪以及可能造成送检零件的混杂等情况 |
由于不受固定检验站的束缚,检验人员可以深入生产现场,及时了解生产过程的质量动态,容易和生产工人建立互相信任的合作关系,并有助于减少生产空间的占用 |
(6)按检验目的的特征:
1)验收检验:广泛存在于生产全过程,如原材料、外购件、外协件及配套件的进货检验,半成品的入库检验,产成品的出厂检验等。 目的:判断受检对象是否合格,从而做出接收或拒收的决定。
2)过程检验也称为监控检验,目的是检验生产过程是否处于正常稳定状态,以预防不合格品的大量出现。
(7)按照生产加工的流程,质量检验活动可以分成3种类型:进货检验、工序检验和完工检验。
1)进货检验 :是对外购货品的质量检验,即对采购的原材料、辅料、 外购件、外协件及配套件等入库的接收检验。进货检验应在货品入库前或投产前进行。
2)工序检验:阶段检验。目的是在加工过程中防止出现大批不合格品,避免不合格品流入后道工序。
工序检验通常有3种形式:
①首件检验。
②巡回检验。
③末件检验。
3)完工检验 :又称最终检验,是全面考核半成品或成品质量是否满足设计规范标准的重要手段。
由于完工检验是供方验证产品是否符合顾客要求的最后一次机会,因此是供方质量保证活动的重要内容。
成品质量的完工检验需要用户的参与及最终认可。
分层法
分层法是质量管理中常用的数理统计方法。
分层的目的就是归集性质相同的数据。分层法的关键是尽量使同一层内的数据波动小一些,各层间的数据波动大一些。
常用分层标志有:操作者、设备、原材料、缺陷项目等。

调查表法
调查表是为了分层收集数据而设计的一类统计图表。调查表法就是利用这类统计图表进行数据收集、整理和粗略分析的一种方法。常用的调查表有缺陷调查表、不良项目调查表、不良原因调查表、过程分布调查表。

散布图法
散布图法:又叫相关图,是将两个可能相关的变量数据用点画在坐标图上,通过观察分析来判断两个变量之间的相关关系。
如热处理时猝火温度与工件硬度之间的关系、某种元素在材料中的含量与材料强度之间的关系等。

排列图法
排列图法 :又称主次因素分析图或帕雷托图,揭示的是“关键的少数和次要的多数”规律,被广泛地应用于各个领域。

因果分析图法
因果分析图法:以结果作为特性、以原因为因素,用箭头联系表示因果关系。因果分析图是一种充分发动员工智慧、集思广益的办法,特别适合质量小组实行质量民主管理。

直方图法
直方图法:又称为质量分析图,由很多直方形连起来的,表示质量数据离散程度的一种图形,用以整理质量数据,判断工序是否处于受控状态,并根据质量特性的分析结果进行适当的调整,解决生产中存在的问题。

工序能力的概念
(1)工序能力是受控状态下工序对加工质量的保证能力,具有再现性或一致性的固有特性。
(2)当影响工序质量的各种系统性因素已经消除,由人(Man)、机器(Machine)、原材料(Material)、方法(Method)、测量(Measurement)和环境(Environment),简称5M1E等原因引起的偶然性质量波动已经得到有效的管理和控制时,工序质量处于受控状态。
(3)工序能力可用工序质量特性值的变动来度量,用符号B表示,如工序产品质量特性值X的标准差为σ,则工序能力的计算公式为:
B=6σ
一般情况下,工序能力和产品质量的实际波动成反比,即B越小,工序能力越强。
工序能力的大小应和质量要求相适应,过小的B值在经济性上往往是不合适的。
(4)工序能力指标有以下用途
①选择经济合理的工序方案。预测对质量标准的符合程度,确定工序工艺装备、工艺方法和检测方法。
②协调工序之间的相互关系。工艺设计时,要规定各道工序的加工余量、定位基准等,了解每道工序的能力对工序设计是有益的。
③验证工序质量保证能力。分析工序质量缺陷因素,估计工序不合格率,控制工序实际加工质量。

工序能力指数
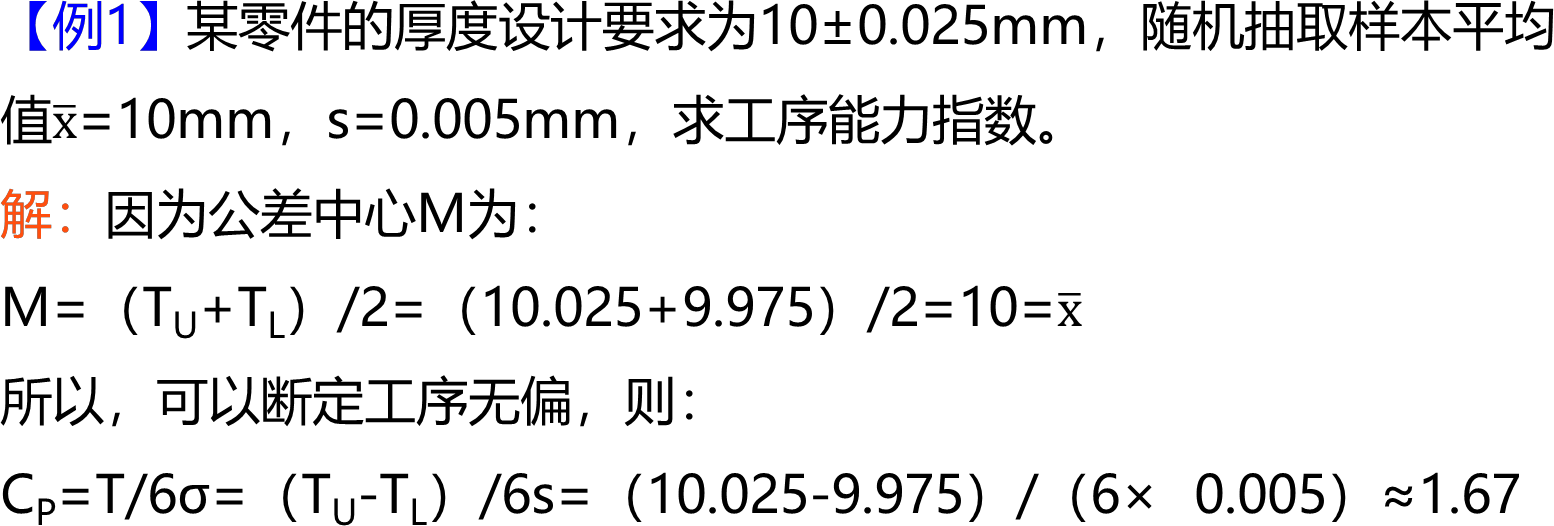
工序能力指数是工序质量标准的范围和工序能力的比值,用符号Cp表示。如工序质量标准的范围用公差T表示,工序能力是6σ,则工序能力指数的计算公式为:

第36讲 质量管理技术与质量检验(二)
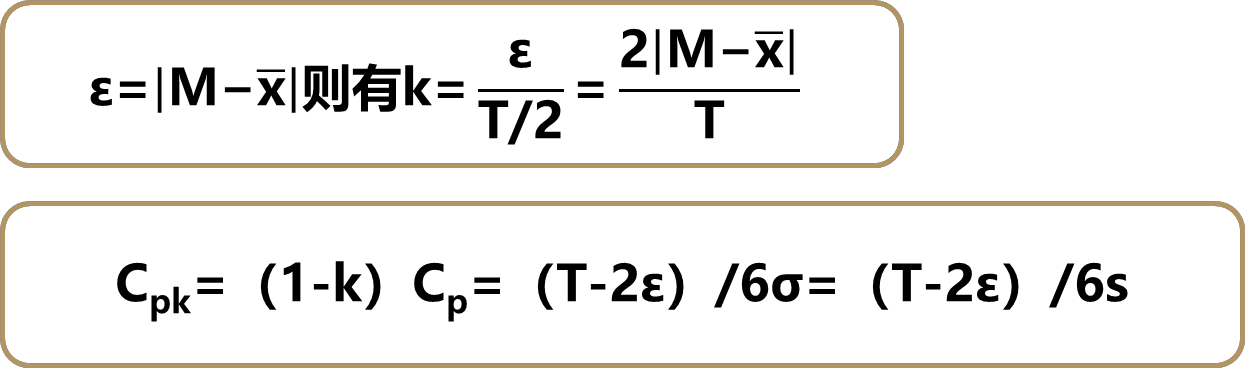
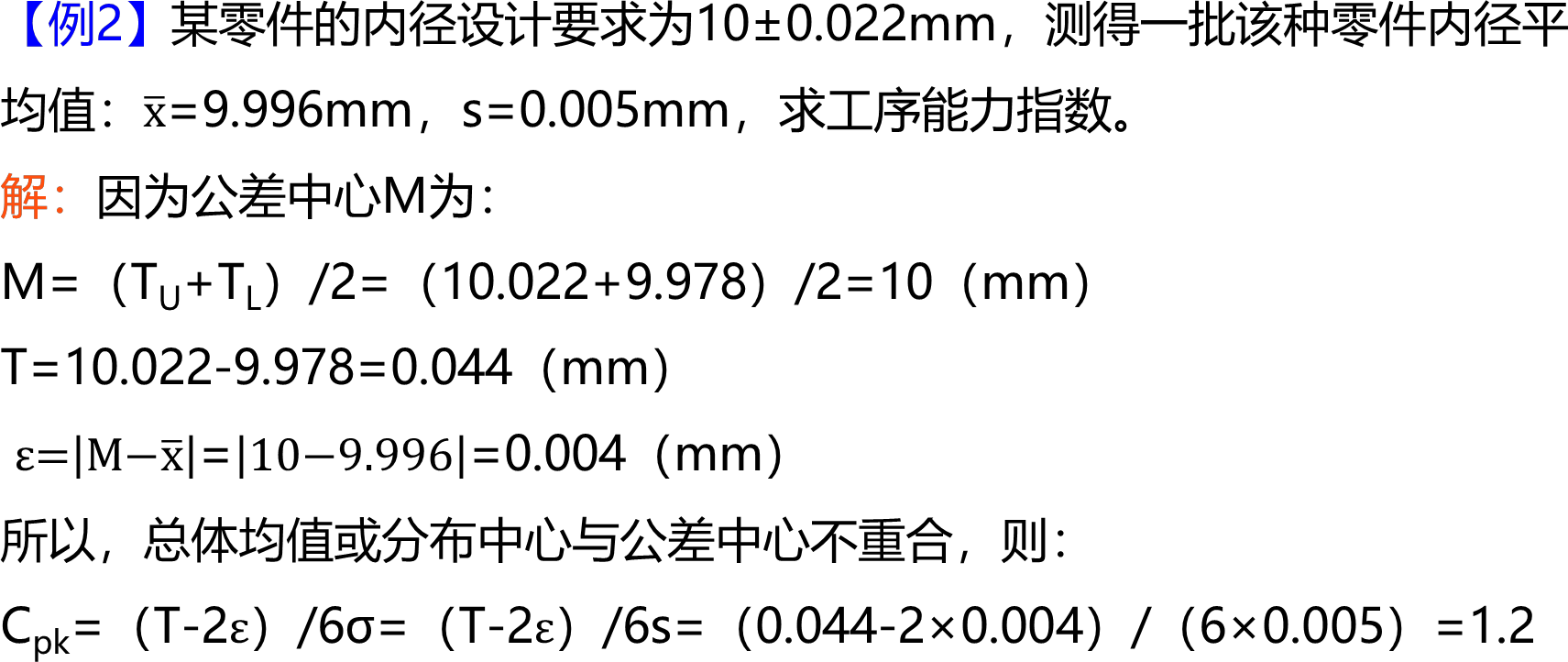
②当工序有偏时,工序能力指数用CPK表示,引入偏移量ε和偏移系数k,则:
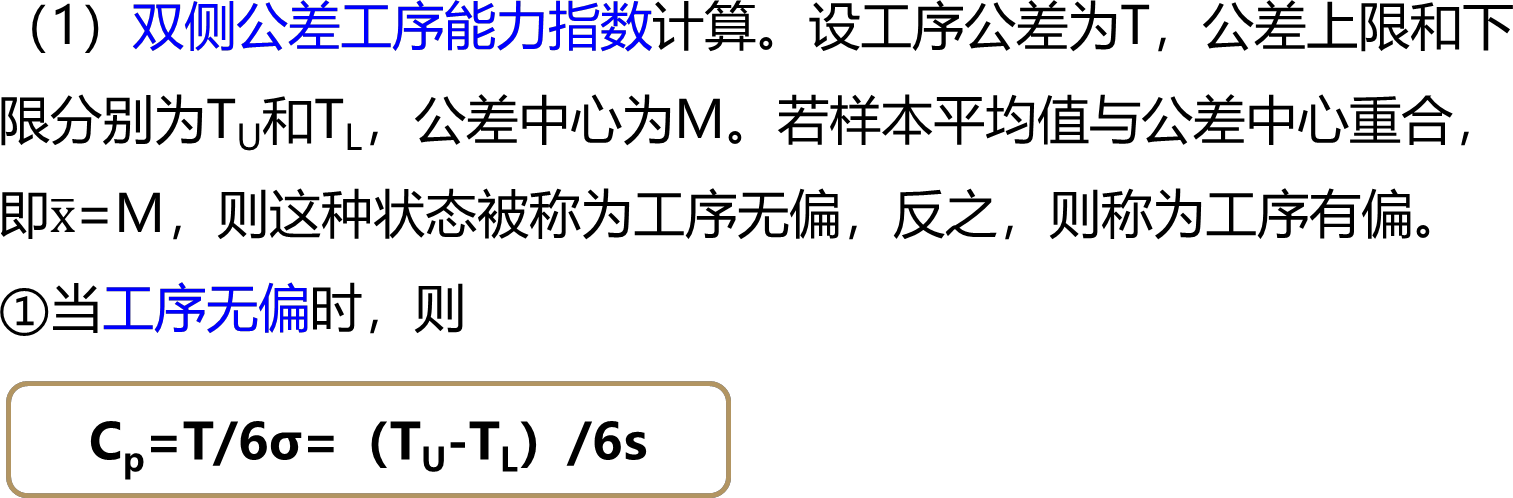
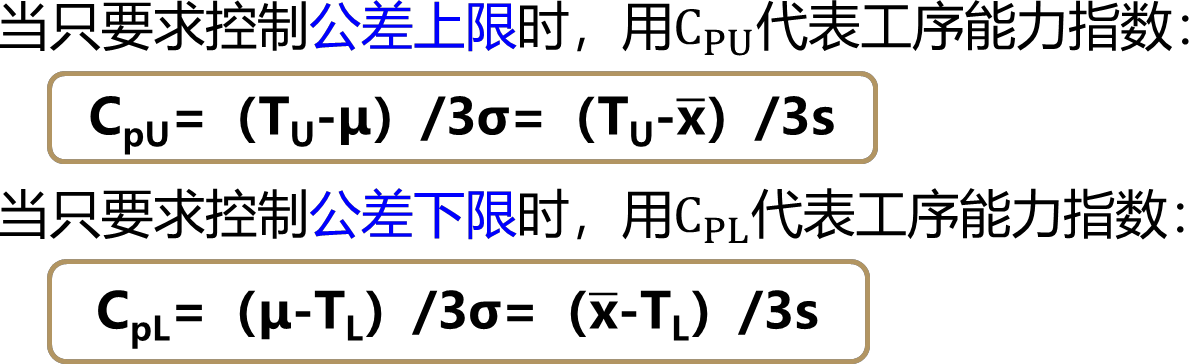
(2)单侧公差工序能力指数计算
某些项目只要求控制单测公差,如清洁度、噪声、杂质含量等,仅需控制公差上限(一般可认为公差下限为零)。而强度、寿命等则要求控制公差下限(一般可认为公差上限为无穷大)。
2.工序能力的判断与处置
工序能力判断的目的:是对工序进行预防性处置,以确保生产过程的质量水平。
理想的工序能力既要满足质量保证的要求,又要符合经济性的要求。
工序的质量水平按Cp值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置。如下表所示工序能力指数判断准则。
工序能力指数判断准则(口诀:下限不在内)
|
工序能力等级 |
工序能力指数 |
工序能力判断 |
|
特级 |
Cp>1.67 |
过剩 |
|
一级 |
1.67≥Cp>1.33 |
充足 |
|
二级 |
1.33≥Cp>1.00 |
正常 |
|
三级 |
1.00≥Cp>0.67 |
不足 |
|
四级 |
Cp≤0.67 |
严重不足 |
(1)工序能力指数过大的处置
当CP>1.67时,可以认为工序能力过剩。工序能力指数太大意味着粗活细做,这样必然影响生产效率,增加产品成本。这时,应根据实际情况采取以下措施降低CP:
①降低工序能力。如改用精度较低但效率高、成本低的设备和原材料,合理地将工序能力指数降低到适当的水平;
②更改设计,提高产品的技术要求;
③采取合并或减少工序等方法。
(2)工序能力指数过小的处置
当CP≤1时,意味着产品质量水平低。这时,要暂停加工,立即追查原因,并采取以下措施:
①努力提高设备精度,并使工艺更为合理和有效,进一步提高操作技能与质量意识,改善原材料质量及提高加工性能,使工序能力得到适当的提高。
②修订标准,若设计上允许,可降低技术要求,即放宽公差。
③在工序能力不足时,一般应通过全检后剔除不合格品,或实行分级筛选来提高产品质量。
(3)工序能力指数适宜
当1<CP≤1.67时,表明工序能力适宜。这时应进行控制,使工序处于受控或稳定状态,以保持工序能力不发生显著变化,从而保证加工质量。

检验的含义和质量检验的基本任务
1.检验的含义:通过观察和判断,适当时结合测量、试验所进行的符合性评价,检验包括4个基本要素:
(1)度量。采用试验、测量、化验、分析与感观检查等方法测定产品的质量特性。
(2)比较。将测定结果同质量标准进行比较。
(3)判断。根据比较结果,对检验项目或产品作出合格与否的判定。
(4)处理。对单件受检产品,决定合格放行还是不合格返工、返修或报废。
2.质量检验的基本任务
(1)鉴别产品(或零部件、外购物料等)的质量水平,确定其是否符合标准或能否接收。
(2)判断工序质量状态,为工序能力控制提供依据。
(3)了解产品质量的等级或缺陷的严重程度。
(4)改善检测手段,提高检测作业发现质量缺陷的能力和有效性。
(5)反馈质量信息,报告质量状况与趋势,提供质量改进的建议。

质量检验的基本类型与主要制度
质量检验的方式与基本类型
|
分类依据 |
类别 |
|
按照检验的数量特征 |
全数检验和抽样检验 |
|
按照检验质量特性值的特征 |
计数检验和计量检验 |
|
按照检验的方法特征 |
理化检验和感官检验 |
|
按照检验对象检验后的状态特征 |
破坏性检验和非破坏性检验 |
|
按照检验实施的位置特征 |
固定检验和流动检验 |
|
按照检验目的的特征 |
验收检验和过程检验 |
|
按照生产加工的流程 |
进货检验、工序检验和完工检验 |
(1)按检验的数量特征划分:
|
|
缺点 |
适用于 |
|
全数检验 |
①检验工作量大、周期长、成本高,占用的检验人员和设备较多。②由于受检个体太多,往往导致每个受检个体检验标准降低或检验项目减少。③由于错检和漏检现象的客观存在,全数检验的结果并不一定完全可靠。④不适用于具有破坏性的或检验费用昂贵的检验项目。⑤对批量大但出现不合格品无严重后果的产品批,在经济上不合理 |
对精度要求较髙的产品和零部件,对后续工序影响较大的质量项目,质量不太稳定的工序,需要对不合格交验批全部进行重检及筛选的场合。 |
|
抽样检验 |
①在判断为合格的总体中,会混杂一些不合格品;②抽样检验的结论是对整批产品而言的,因此错判造成的损失往往很大。 |
全数检验不必要、不经济或无法实施的场合 |
(2)按检验的质量特性值的特征划分:
计数检验:适用于质量特性值为计点值和计件值的情形;
计量检验:适用于质量特性值为计量值的情形。
(3)按检验方法的特征划分:
理化检验:应用物理或者化学的方法,依靠量具、仪器及设备装置等对受检物进行检验。通常测得检验项目的具体数值,精度高,人为误差小。
感官检验:依靠人的感觉器官对产品的形状、颜色、气味、伤痕、污损、锈蚀和老化程度等进行的检验和评价。感官检验的结果往往依赖检验人员的经验。
(4)按检验对象检验后的状态特征划分:破坏性检验和非破坏性检验。
破坏性检验后,受检物的完整性遭到破坏,不再具有原来的使用功能。例如,寿命试验、强度试验等往往是破坏性检验。
破坏性检验只能采用抽样检验方式。
(5)按检验实施的位置特征划分:
|
|
固定检验又称集中检验 |
流动检验 |
|
含义 |
在生产单位内设立固定的检验站,将各工作地上的产品送到检验站集中检验 |
由检验人员直接去工作地检验 |
|
特点 |
优点:固定检验站的专业化水平高,检验结果比较可靠; 缺点:需要占用一定的生产空间,易使生产工人对检验人员产生对立情绪以及可能造成送检零件的混杂等情况 |
由于不受固定检验站的束缚,检验人员可以深入生产现场,及时了解生产过程的质量动态,容易和生产工人建立互相信任的合作关系,并有助于减少生产空间的占用 |
(6)按检验目的的特征:
1)验收检验:广泛存在于生产全过程,如原材料、外购件、外协件及配套件的进货检验,半成品的入库检验,产成品的出厂检验等。 目的:判断受检对象是否合格,从而做出接收或拒收的决定。
2)过程检验也称为监控检验,目的是检验生产过程是否处于正常稳定状态,以预防不合格品的大量出现。
(7)按照生产加工的流程,质量检验活动可以分成3种类型:进货检验、工序检验和完工检验。
1)进货检验 :是对外购货品的质量检验,即对采购的原材料、辅料、 外购件、外协件及配套件等入库的接收检验。进货检验应在货品入库前或投产前进行。
2)工序检验:阶段检验。目的是在加工过程中防止出现大批不合格品,避免不合格品流入后道工序。
工序检验通常有3种形式:
①首件检验。
②巡回检验。
③末件检验。
3)完工检验 :又称最终检验,是全面考核半成品或成品质量是否满足设计规范标准的重要手段。
由于完工检验是供方验证产品是否符合顾客要求的最后一次机会,因此是供方质量保证活动的重要内容。
成品质量的完工检验需要用户的参与及最终认可。








拒绝盲目备考,加学习群领资料共同进步!














师资团队
-

免费听
葛广宇
记忆魔术师
主讲:初级会计实务,中级财务管理,财务成本管理,中级经济基础知识,初级经济基础知识
副教授,管理学(会计学方向)博士在读、注册会计师,会计师职称。擅长以案例、关键词导向式的教学方法,归纳总结关联考点考点,讲解细致,适合零基础考生,学员称其为“记忆魔术师”。

免费听
付子健
人力资源男神
主讲:三级理论知识,三级专业技能,初级人力资源管理
管理学硕士,高级人力资源管理师,10余年人力资源管理从业及教学经验,北京邮电大学、北京理工大学、北京劳动保障职业技术学院等多所高校特聘讲师。
-

免费听
武小唐
知名高校经济学讲师
主讲:初级金融专业
曾担任知名高校经济学、金融学讲师。授课思路清晰、逻辑严谨,考点讲解简明扼要直中要点,课程讲解应试性强。
免费听
许睿
经济学硕士
主讲:初级工商管理
经济学硕士,多年行业从业经验,善于结合行业实例讲授知识点。

专业智能,高效提分
章节练习
章节专项突破
进入做题
精选试题
省时高效精选
进入做题
模拟考场
海量题免费做
进入做题
考前点题
高效锁分72小时
进入做题
每日一练
每天进步一点点
进入做题
历年真题
真题实战演练
进入做题
易错题
精选高频易错题
进入做题
模考大赛
同场闯关做题
进入做题

APP刷题神器
模考大赛
考点打卡
做题闯关

扫描二维码 下载233网校APP刷题
互动交流

微信扫码关注公众号
获取更多考试资料