
备考2026年一级造价工程师,2025年的真题考点是备考的“风向标”和“指南针”。2025年真题能反映当前命题组的最新思路和行业热点。研究它,可以让你明确2026年复习的重点方向,避免在过时的、非重点的内容上浪费时间。
同时真题会清晰地告诉你,哪些章节、哪些知识点是每年必考或高频出现的,而且分值很高。这能帮你把有限的复习时间,投入到“刀刃”上。
以下为2025年一级造价工程师《安装计量》科目第二章真题统计及真题考点汇总:
一、真题统计
| 章节 | 单选(题数) | 多选(题数) | 合计(分值) |
| 第二章 安装工程施工技术 | 10 | 4 | 18分 |
二、真题考点整理:
真题考点1:氧-乙炔火焰切割
氧-乙炔火焰的最高温度可达3300℃,对金属表面的加热速度较快。采用不同规格的割炬和割嘴,可以切割不同厚度的低碳钢、中碳钢和低合金钢。氧-乙炔火焰切割是一种传统的切割方法,应用相当广泛,切割厚度的范围为3~150mm。但如果钢材中含有铬,镍,钼等抗氧化的合金元素且含量过高时,如不锈钢、工具钢等就必须采用氧熔剂切割或等离子弧切割。
氧-乙炔火焰切割由于安全性差,对环境污染严重和乙炔气制取成本高等原因,正逐步被氧-丙烷火焰切割所取代。
真题考点2:坡口的加工方法
1)低压碳素钢管,公称直径≤50mm 的,采用手提砂轮磨坡口;直径>50m 的,用氧-乙炔切割坡口,然后用手提砂轮机打掉氧化层并打磨平整。
2)中压碳素钢管、中低压不锈钢管和低合金钢管以及各种高压钢管,用坡口机或车床加工坡口。
3)有色金属管,用手工锉坡口。
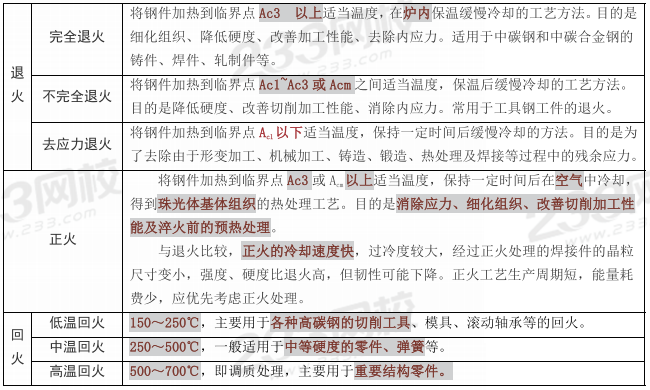
真题考点3:焊后热处理
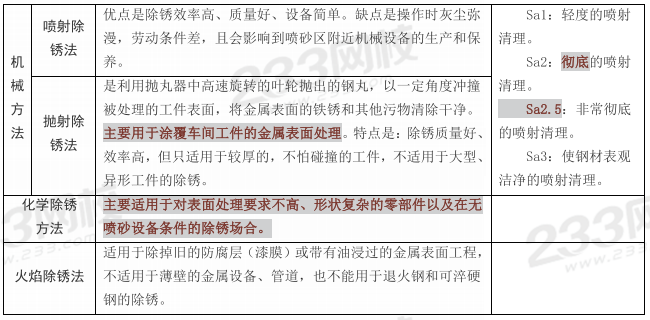
真题考点4:金属表面处理方法
真题考点5:热喷涂法施工
金属热喷涂(喷镀)是指利用某种热源,将粉末状或丝状的金属涂层材料加热到熔融或半熔融状态,然后借助焰流本身的动力或外加的高速气流雾化,并以一定的速度喷射到经过预处理的基体材料表面,与基体材料结合面形成具有各种功能的表面金属覆盖层。如将金属锌和铝喷镀到钢铁表面上可得到保护性涂层,以获得优良的耐腐蚀性。
因为金属热喷涂所获得的镀覆材料与基体材料之间的结合是纯粹的机械结合,因此基体材料必须进行适当的处理,以便能获得良好的结合。一般钢结构的表面处理应达到Sa3 级。
(1)金属热喷涂类型。根据热源的不同,一般将金属热喷涂分为燃烧法和电加热法两大类。
(2)金属热喷涂工艺。金属热喷涂工艺包括基体表面预处理、热涂、后处理、精加工等过程。
(3)金属热喷涂用材。金属热喷涂采用的金属材料多是锌、锌铝合金、铝和铝镁合金,分为金属丝和金属粉末两种形式。
(4)金属热喷涂设备。虽然因热喷涂的方法不同其设备也各有差异,但其设备都主要由喷枪、热源、涂层材料供给装置以及控制系统和冷却系统组成。
真题考点6:起重机选用的基本参数
计算荷载的一般公式为:Qj=K1*K2*Q
式中:Qj--计算荷载;Q--分配到一台起重机的吊装荷载,包括设备及索吊具重量。一般取动荷载系数 K1为 1.1,一般取不均衡荷载系数K2为1.1~1.2
真题考点7:流动式起重机的选用
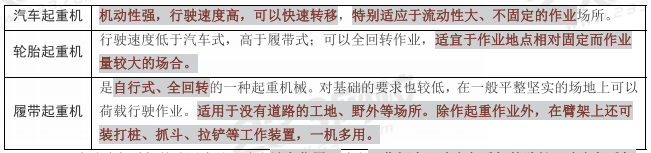
(1)流动式起重机的种类和性能。
(2)流动式起重机的选用步骤:确定站车位置一确定工作幅度一确定起重机的臂长一确定起重机的额定起重量(额定起重量大于计算荷载,则起重机选择合适)一校核通过性能。
真题考点8:管道压力试验
(一)液压试验
(1)承受内压的地上钢管道及有色金属管道的试验压力应为设计压力的1.5倍,埋地钢管道的试验压力应为设计压力的 1.5 倍,并不得低于 0.4MPa。
(2)当管道的设计温度高于试验温度时,试验压力应按下式计算试验压力Ps=1.5X设计压力(P)X【试验温度下,管材的许用应力】/【设计温度下,管材的许用应力】
(3)承受内压的埋地铸铁管道的试验压力,当设计压力小于或等于0.5MPa时,应为设计压力的 2倍;当设计压力大于0.5MPa时,应为设计压力加0.5MPa。
(二)气压试验
试验介质应采用干燥洁净的空气、氮气或其他不易燃和无毒的气体。
承受内压钢管及有色金属管的试验压力应为设计压力的1.15 倍,真空管道的试验压力应为 0.2MPa
泄漏性试验要求:
(1)输送极度和高度危害介质以及可燃介质的管道,必须进行泄漏性试验。
(2)泄漏性试验应在压力试验合格后进行。
(3)泄漏性试验压力为设计压力。
(4)泄漏性试验应逐级缓慢升压,当达到试验压力,应停压10min后,采用涂刷中性发泡剂等方法,巡回检查阀门填料函、法兰或者螺纹连接处、放空阀、排气阀、排水阀等所有密封点应无泄漏。
真题考点9:管道吹扫与清洗
管道系统安装后,在压力试验合格后,应进行吹扫与清洗。
1.管道吹扫与清洗方法
(1)DN≥600mm 的液体或气体管道,宜采用人工清理。
(2)DN<600mm 的液体管道,宜采用水冲洗。
(3)DN<600mm 的气体管道,宜采用压缩空气吹扫。
(4)燕汽管道应采用蒸汽吹扫,非热力管道不得采用蒸汽吹扫
(5)需要时可采取高压水冲洗、空气爆破吹扫或其他吹扫与清洗方法
(6)对不允许吹扫与清洗的设备及管道,应与吹洗系统隔离。
(7)管道吹洗前,不应安装孔板、法兰连接的调节阀、重要阀门、节流阀、安全阀、仪表等,对已经焊接的上述阀门和仪表应采取流经旁路或卸掉阀头及阀座加保护套等保护措施。
(8)吹洗的顺序应按主管、支管、疏排管依次进行。
2.空气吹扫
(1)空气吹扫的吹扫压力不得大于系统容器和管道的设计压力,吹扫流速不宜小于 20m/s。
(2)吹扫忌油管道时,应使用无油压缩空气或其他不含油的气体进行吹扫。
(3)空气吹扫时,当目测排气无烟尘时,应在排气口设置贴有白布或涂白漆的木质靶板进行检验,5min内靶板上无铁锈、尘土、水分及其他杂物即为合格。
(4)当吹扫的系统容积大、管线长、口径大,并不宜用水冲洗时,可采取“空气爆破法”进行吹扫。
3.油清洗
油清洗方法适用于大型机械设备的润滑油、密封油、控制油管道系统的清洗。
润滑、密封及控制油管道应在机械及管道酸洗合格后、系统试运转前进行油清洗。不锈钢管道宜用蒸汽吹净后进行油清洗。
真题考点10:激光切割
激光切割是利用经聚焦的高功率密度激光束熔化或气化被割材料,同时借助与光束同轴的高速气流吹除熔融物质,并使激光束移动而实现的无接触切割方法。
激光切割与其他热切割方法相比较,主要特点有切口宽度小(0.1mm左右)、尺寸精度高(可达士0.05mm)、速度快,热影响区很小,工件几乎不变形。激光切割可切割多种材料(金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等)。激光切割由于受激光器功率和设备体积的限制,只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。此外,激光切割设备费用高,一次性投资大。
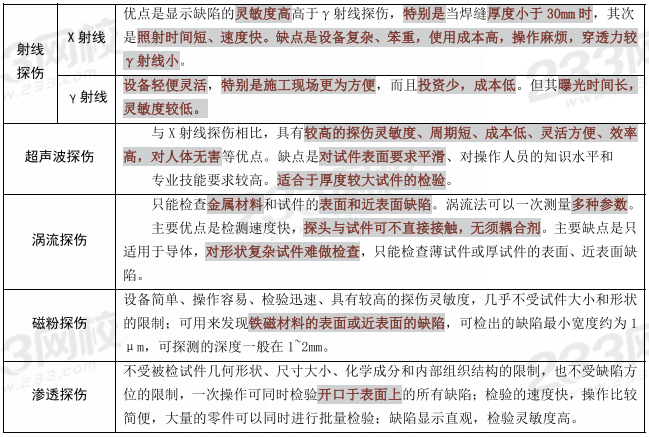
真题考点11:无损探伤
真题考点12:设备压力试验
设备耐压试验应采用液压试验,若采用气压试验代替液压试验时,必须符合下列规定:
(1)压力容器的对接焊缝进行100%射线或超声检测并合格。
(2)非压力容器的对接焊缝进行25%射线或超声检测,射线检测为Ⅲ级合格、超声检测为Ⅱ级合格。
(3)有本单位技术总负责人批准的安全措施。
(一)液压试验
液压试验的方法和要求:
(1)液压试验时,设备外表面应保持干燥,试验充液前应先打开放空阀门。充液后缓慢升压至设计压力;确认无泄漏后继续升压至试验压力,保压时间不少于30min;然后将压力降至规定试验压力的 80%,对所有焊接接头和连接部位进行全面检查,无可见的变形、无渗漏为合格。
(2)对在基础上做液压试验且容积大于100m"的设备,液压试验的同时,在充液前充液 1/3时、充液2/3时、充满液后24h时、放液后,应作基础沉降观测。基础沉降应均匀,不均匀沉降量应符合设计文件的规定。
(二)气压试验
气压试验所用的气体应为干燥洁净的空气、氮气或惰性气体;脱脂后的容器气压试验时,必须采用不含油气体。
气压试验时气体的温度:碳素钢和低合金钢制设备,气压试验时气体温度不得低于15℃;其他材料制设备,气压试验时气体的温度按设计文件规定执行。
气压试验的方法和要求:
(1)气压试验时,应缓慢升压至规定试验压力的10%,且不超过0.05MPa,保压5min,对所有焊接接头和连接部位进行初次泄漏检查。
(2)初次泄漏检查合格后,继续缓慢升压至试验压力的50%,观察有无异常现象。
(3)如无异常现象,继续按规定试验压力的10%逐级升压,直至达到试验压力为止保压时间不少于30min,然后将压力降至规定试验压力的87%,对所有焊接接头和连接部位进行全面检查。
(4)试验过程无异响,设备无可见的变形,焊缝和连接部位用检漏液检查,无泄为合格。
(三)气密性试验
气密性试验目的是检查连接部位的密封性能,主要用于密封性要求高的容器对采用气压试验的设备,气密性试验可在气压耐压试验压力降到气密性试验压力后一并进行。设备气密性试验方法及要求:
(1)设备经液压试验合格后方可进行气密性试验
(2)气密性试验压力见表 2.4.1。
(3)气密性试验时,压力应缓慢上升,达到试验压力后,保压时间不少于30min,同时对焊缝和连接部位等用检漏液检查,无泄漏为合格。
真题考点13:衬里施工
1.纤维增强塑料衬里
常用的施工方法有铺贴法和喷射法。铺贴法是用手工糊制贴衬纤维增强塑料,可连续施工或间断施工。纤维增强酚醛树脂衬里应采用间断法施工。纤维增强材料的涂胶可以采用刷涂法,也可采用浸揉法处理,即将纤维增强材料放置在配好的胶料里浸泡揉挤,使纤维增强材料完全浸泡透,挤出多余的胶料,将纤维增强材料拉平贴衬。用纤维增强材料做设备管道衬里层时,可不涂刷面层涂料。
喷射法是首先在处理后的基体表面均匀喷涂封底胶料,再将增强纤维无捻粗纱切成25~30mm 的小段,与树脂一起喷到基体表面。喷射后采用子将表面沉积物滚平压实表面应达到平整、无气泡。
2.橡胶衬里
橡胶板衬里的施工一般采用粘贴法,其工艺过程为:
(1)设备表面处理。金属表面不应有油污,杂质。一般采用喷砂除锈,也可采用酸洗处理。对铸铁件,在喷砂前应用蒸汽或其他方法加热除去铸件气孔中的空气及油垢等。
(2)胶浆的配制。胶浆调制时,先将胶料剪成小块放人部分汽油进行调胶,调制时应搅拌均匀,使成糊状,再按配比加人汽油,配成浓度为1:4~1:10的胶浆。
(3)涂刷胶浆。一般施工温度不低于15℃,但也不宜超过 30~35℃。设备与橡胶板一般至少要涂刷三层胶浆。每层用胶浆浓度不同,第一层较稀,第二层较浓,第三层更浓一些。每次涂刷后的干燥时间一般为10~30min。
(4)硫化。硫化是生胶与硫黄物理化学变化的过程。硫化后的胶具有良好的弹性硬度、耐磨性及耐腐蚀性能。软橡胶含硫量少,它与金属的黏结力比硬橡胶和半硬橡胶差。硫化的方法有间接硫化(硫化釜内硫化)、直接本体硫化(衬橡胶设备本体硫化)和常压硫化三种。
3.衬铅和搪铅衬里
衬铅和搪铅是两种覆盖铅的方法
(1)衬铅。将铅板用搪钉、螺栓或压板固定在设备或被衬工件表面上,再用铅焊条将铅板之间的缝隙焊接起来,形成一层将设备与介质隔离开的铅防腐层,称为衬铅。分别称为搪钉固定法、螺栓固定法和压板条固定法。
(2)搪铅。采用氢-氧焰将铅条熔融后贴覆在被衬的工件或设备表面上形成具有一定厚度密实的铅层,称为搪铅。
搪铅与设备器壁之间结合均匀且牢固,没有间隙,传热性好,适用于负压、回转运动和震动下工作。衬铅和搪铅相比,衬铅的施工方法比搪铅简单,生产周期短,相对成本也低,适用于立面、静荷载和正压下工作。
4.块材衬里
块材衬里施工采用胶泥衬砌施工方法。在设备、管道及管件的内壁采用具有一定黏结性和耐蚀性能的胶泥衬砌耐腐蚀砖、板等块状材料,将腐蚀介质与金属表面隔离。常用的块材有铸石、辉绿岩、耐酸瓷砖、不透性石墨板等。常用胶泥主要有水玻璃胶泥和树脂胶泥
5.塑料衬里
塑料衬里采用塑料板材或管材,以热风焊接、粘贴等施工方法衬砌在设备或管道的内表面,形成一层隔离保护层。常用的有软聚氯乙烯板衬里设备、氟塑料衬里设备和塑料衬里管道。
6.氯丁乳胶水泥砂浆衬里
氯丁乳胶水泥砂浆衬里采用整体面层涂覆的施工方法。输水钢管通过离心机或管道喷涂机在钢管内壁形成水泥涂层,主要是延长给水管道的使用寿命,保护水质,提高管道输水能力。考虑到设备、管道内部空间狭窄,氯丁乳胶水泥砂浆衬里只适用于内部结构简单的设备、管道。
三、真题回顾
1.对公称直径25mm的低压碳素钢管进行坡口加工,宜采用的方法是( )。
A.手提砂轮磨坡口
B.氧-乙炔切割坡口
C.车床加工坡口
D.手工挫坡口
2.现场的金属管道涂覆前需进行表面处理,宜采用目前应用最广泛的除锈方法( )。
A.抛射除锈
B.喷射除锈
C.手动工具除锈
D.火焰除锈
3.根据《工业金属管道工程施工规范》GB50235-2010,关于管道气压试验,下列说法正确的是( )。
A.承受内压钢管的试验压力应为设计压力的1.25倍
B.试验时压力泄放装置的设定压力不得高于试验压力的1.25倍
C.真空管道的试验压力应为0.5MPa
D.试验前应进行预实验,试验压力宜为0.2MPa
4.关于衬里施工,下列说法正确的是( )。
A.橡胶衬里设备与橡胶板一般至少要涂刷三层胶浆
B.搪铅适用于负压、回转运动和震动下工作
C.衬铅生产周期短,相对成本也低,适用于立面、静荷载和正压下工作
D. 暂缺
E.氯丁乳胶水泥砂浆衬里适用于内部结构复杂的设备、管道
选项A正确,设备与橡胶板一般至少要涂刷三层胶浆。 选项B正确,搪铅与设备器壁之间结合均匀且牢固,没有间隙,传热性好,适用于负压、回转运动和震动下工作。 选项C正确,衬铅和搪铅相比,衬铅的施工方法比搪铅简单,生产周期短,相对成本也低,适用于立面、静荷载和正压下工作。 选项E错误,考虑到设备、管道内部空间狭窄,氯丁乳胶水泥砂浆衬里只适用于内部结构简单的设备、管道。
温馨提示:文章由作者233网校-dengxinxin独立创作完成,未经著作权人同意禁止转载。




























