控制图的种类
控制图的种类相关课程
 控制图的种类考点解析
控制图的种类考点解析
 控制图的种类介绍
控制图的种类介绍

控制图的种类考点试题
直方图法
###分页标识###
(二)直方图的判断和分析
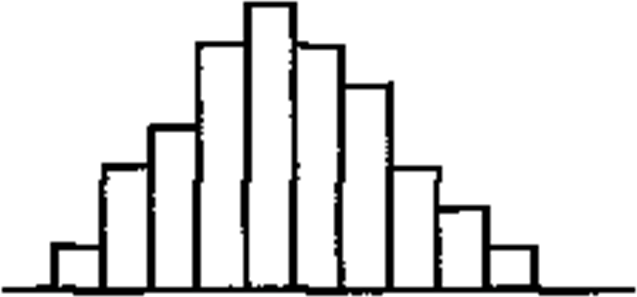
1.理想直方图
它是左右基本对称的单峰型。
###分页标识###
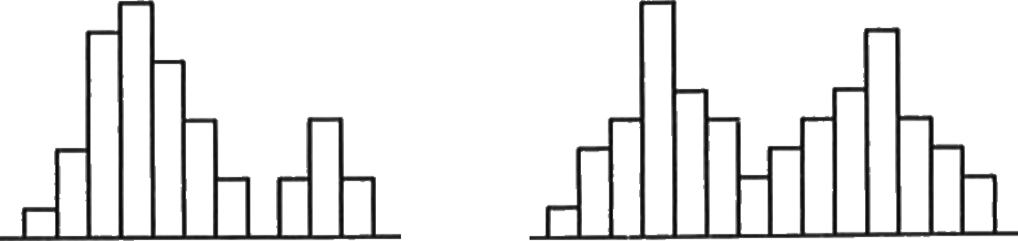
2.非正常型直方图
出现非正常型直方图时,表明生产过程或收集数据作图有问题。
(1)折齿型。是由于分组过多或组距太细所致。
###分页标识###
(2)孤岛型。是由于原材料或操作方法的显著变化所致。
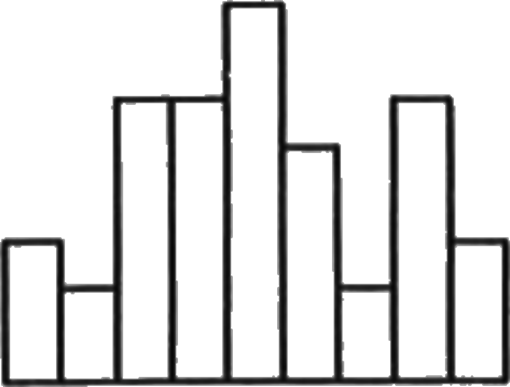
(3)双峰型。是由于将来自两个总体的数据(如两种不同材料、两台机器或不同操作方法)混在一起所致。
###分页标识###
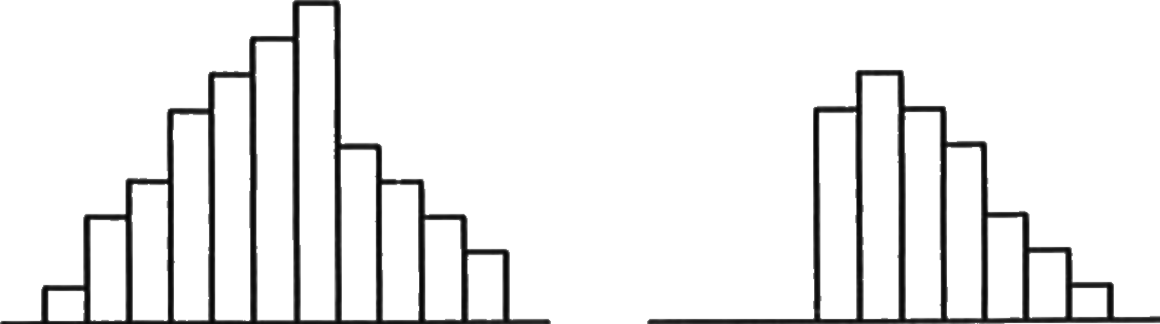
(4)缓坡型。是由于工序施工过程中的上控制界限或下控制界限控制太严所造成的。
(5)绝壁型。是由于收集数据不当,或是人为剔除了下限以下的数据造成的。
###分页标识###
###分页标识###
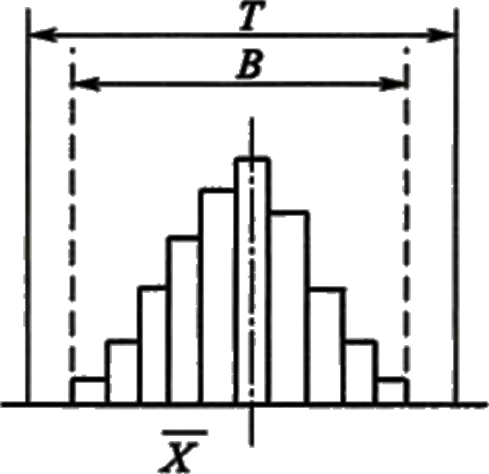
1. 工序能力分析
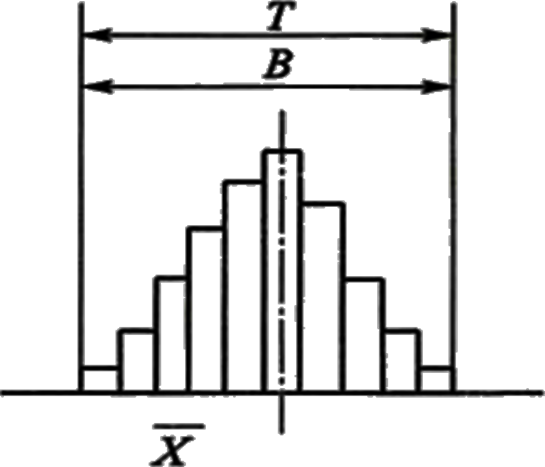
T为质量标准要求的界限,B为实际质量特性值分布范围。
(1)B在T中间,两边各有一定余地,这是理想的控制状态。
###分页标识###
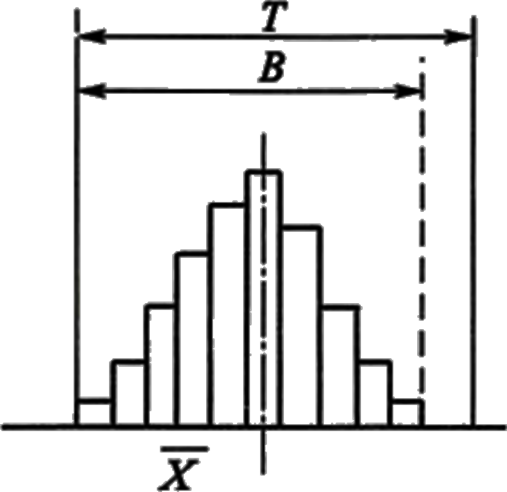
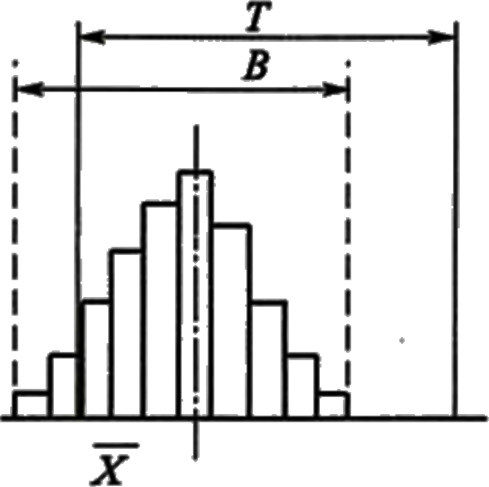
(2)B虽在T之内,但偏向一侧,有可能出现超上限或超下限不合格品,要采取纠正措施,提高工序能力。
###分页标识###
(3)B与T重合,实际分布太宽,极易产生超上限与超下限的不合格品,要采取措施,提高工序能力。
###分页标识###
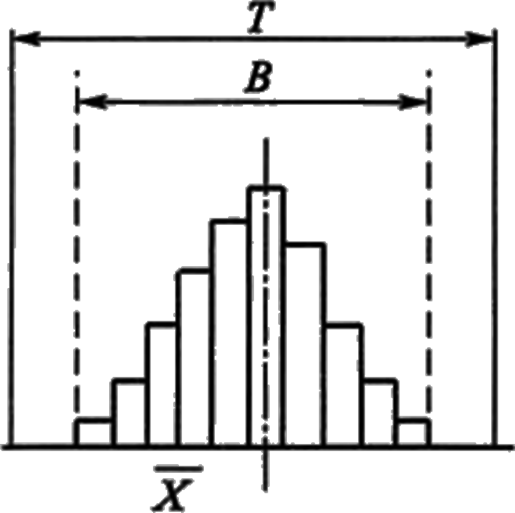
(4)B过分小于T,说明工序能力过大,不经济。
###分页标识###
(5)B过分偏离了的中心,已经产生超上限或超下限的不合格品,需要调整。
###分页标识###
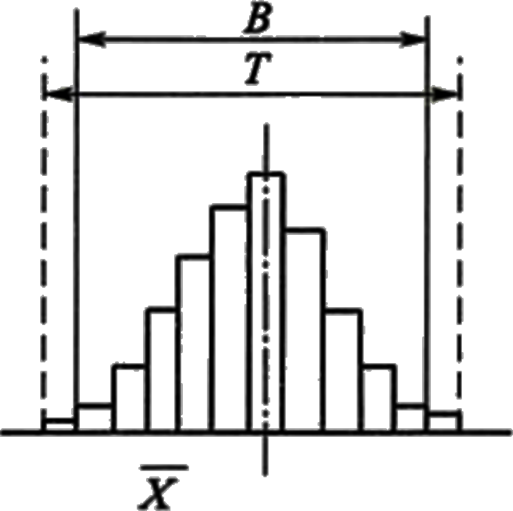
(6)B大于T,已经产生大量超上限与超下限的不合格品,说明工序能力不能满足技术要求。
###分页标识###

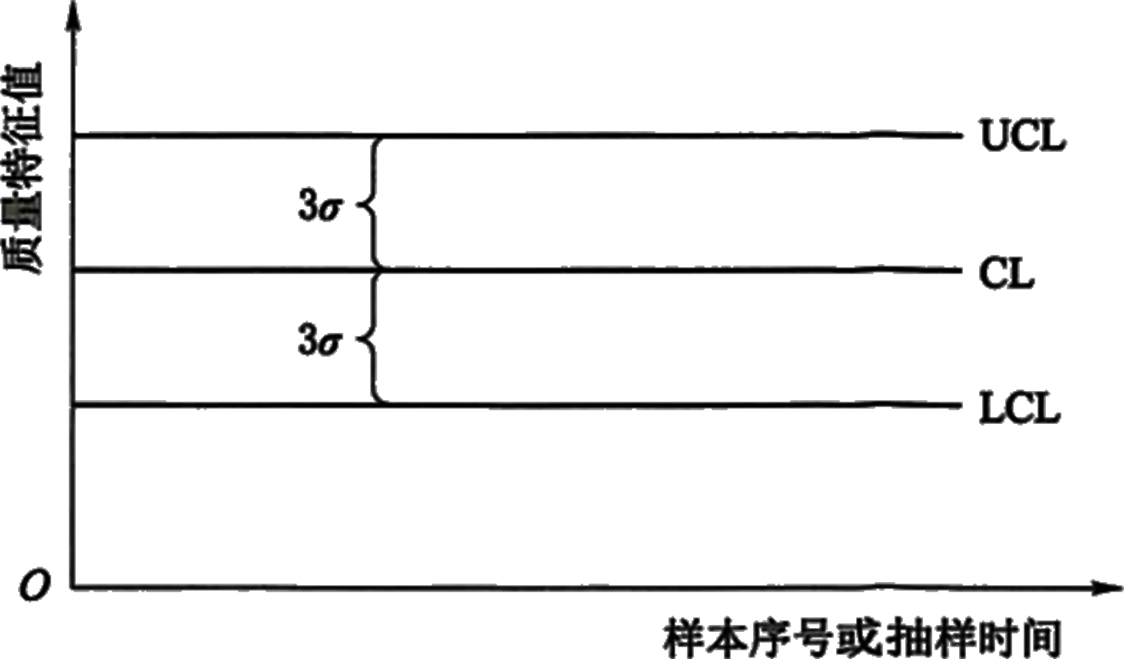
控制图法
主要从以下四个方面来判断生产过程是否稳定。
(1)连续的点全部或几乎全部落在控制界线内。
正常的情况,如:连续25点无超出控制界线者;连续35点中最多有一点在界外者;连续100点中至多允许有2点在界外者。
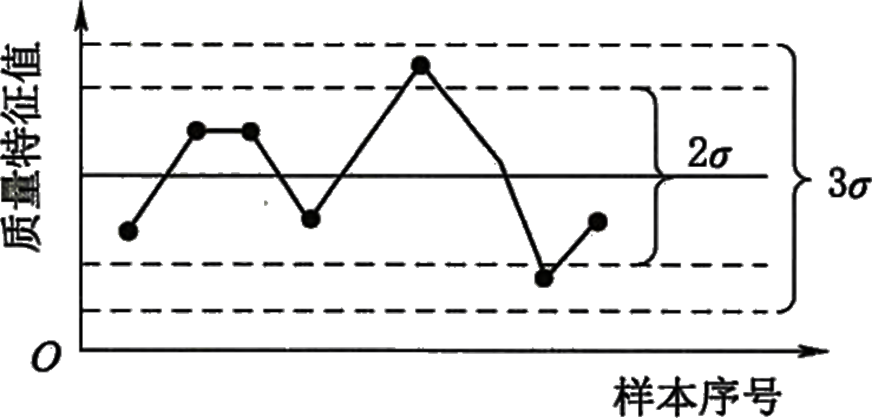
(2)点在中心线附近居多,即接近上、下控制界线的点不能过多。
异常的情况,如:连续3点至少有2点接近控制界线;连续7点至少有3点接近控制界线;连续10点至少有4点接近控制界线。
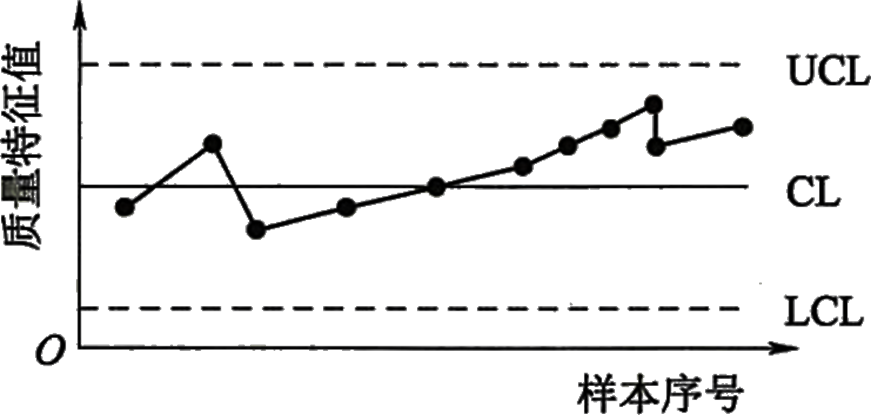
(3)点在控制界线内的排列应无规律。
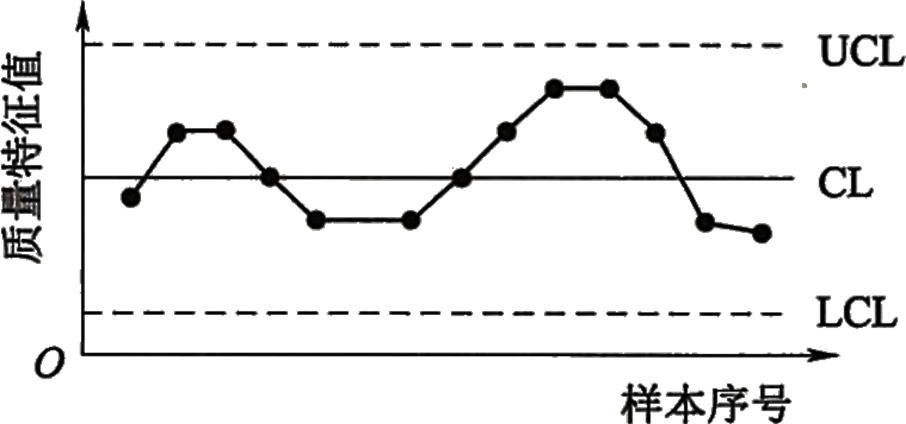
异常的情况,如:连续7点及其以上呈上升或下降趋势者;连续7点及其以上在中心线两侧呈交替性排列者;点的排列呈周期性者。
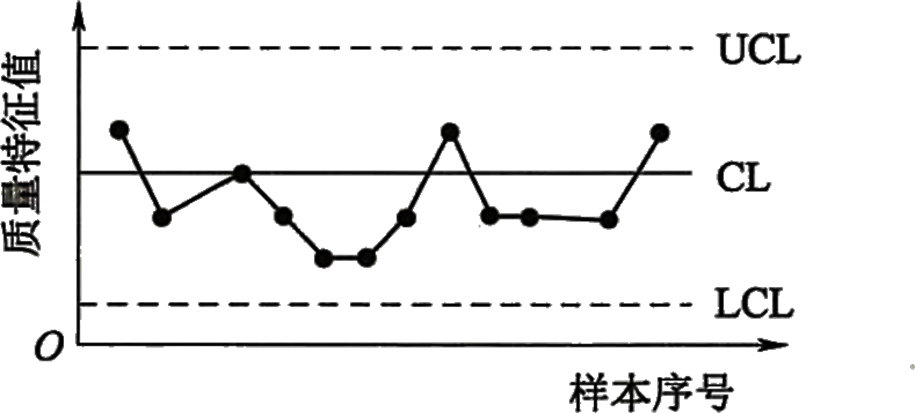
(4)点在中心线两侧的概率不能过分悬殊。
异常的情况,如:连续11点中有10点在同侧;连续14点中有12点在同侧;连续17点中有14点在同侧;连续20点中有16点在同侧。
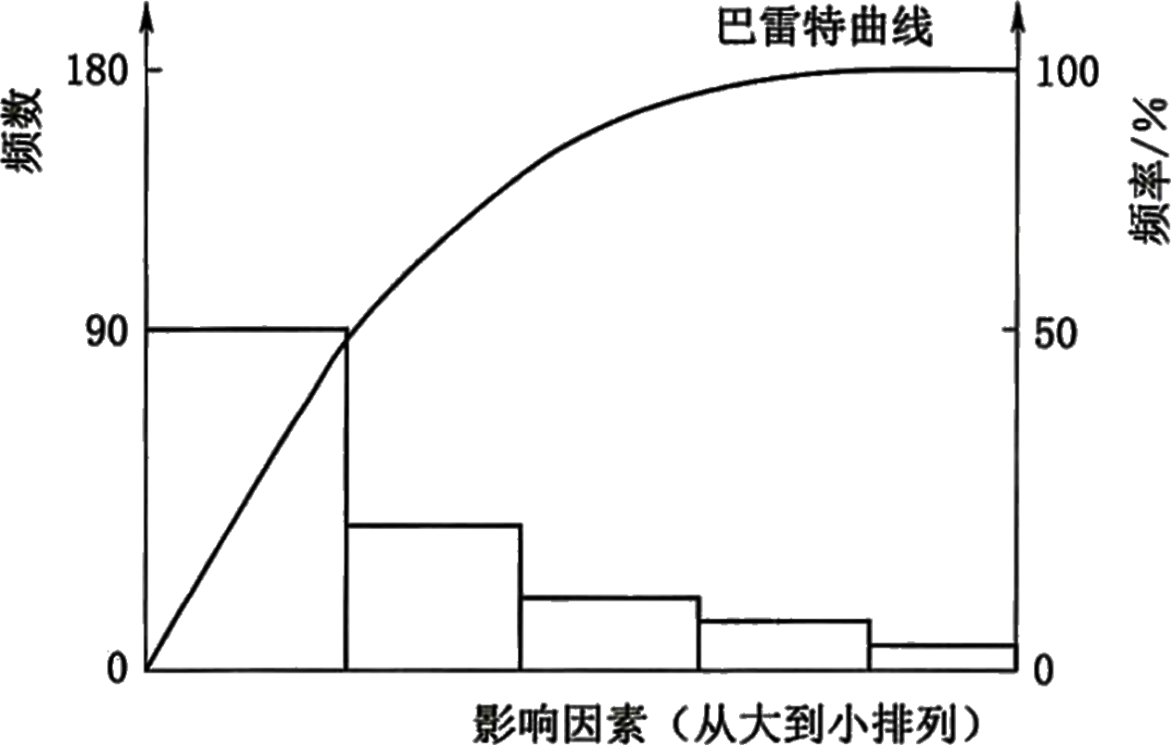
排列图法
分层法
分层法又叫分类法,是将调查收集的原始数据,根据不同的目的和要求,按某一性质进行分组、整理的分析方法。分层的结果使数据各层间的差异突出地显示出来,层内的数据差异减少了,在此基础上再进行层间、层内的比较分析。
分层法是质量控制统计分析方法中最基本的一种方法。

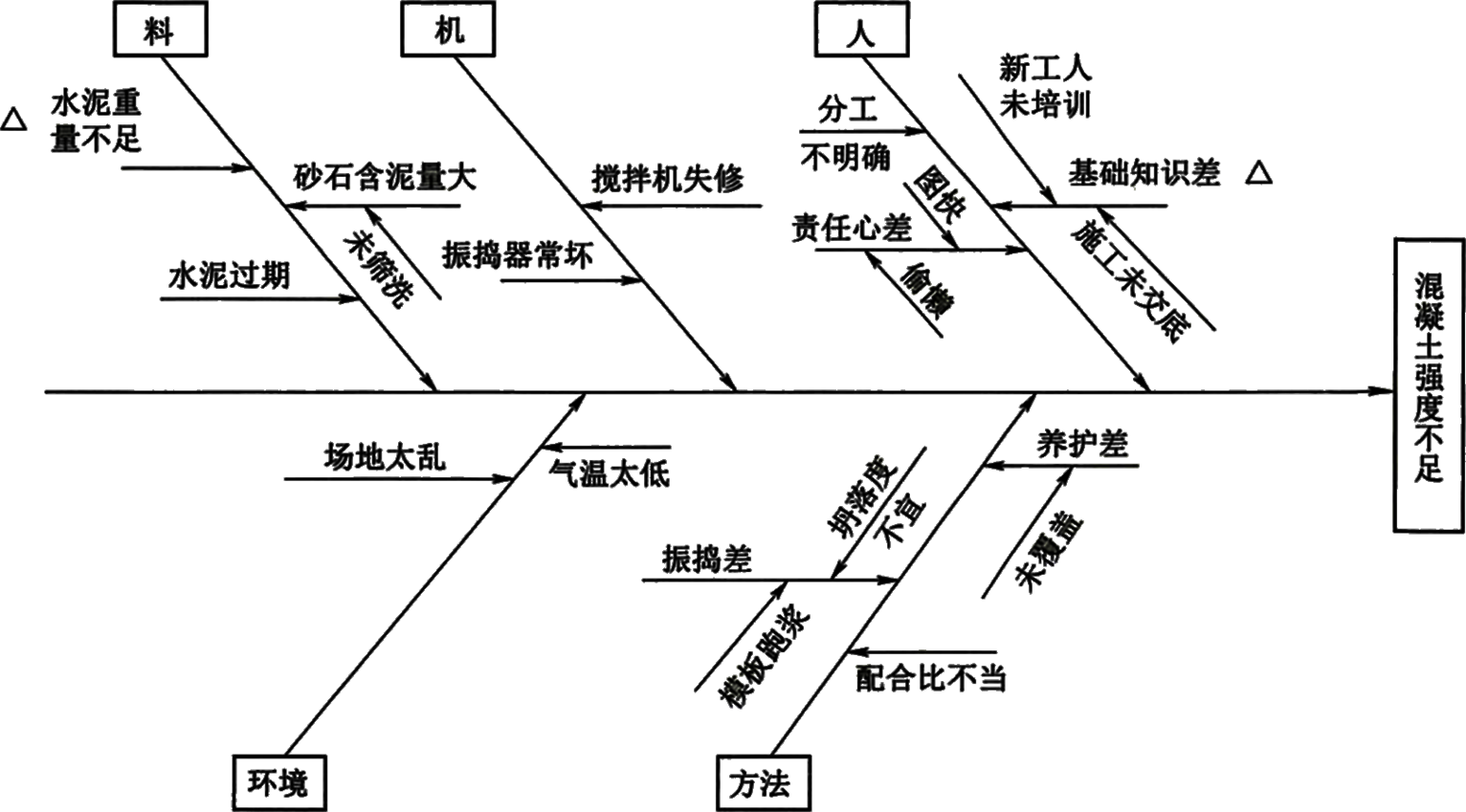
因果分析图法
###分页标识###

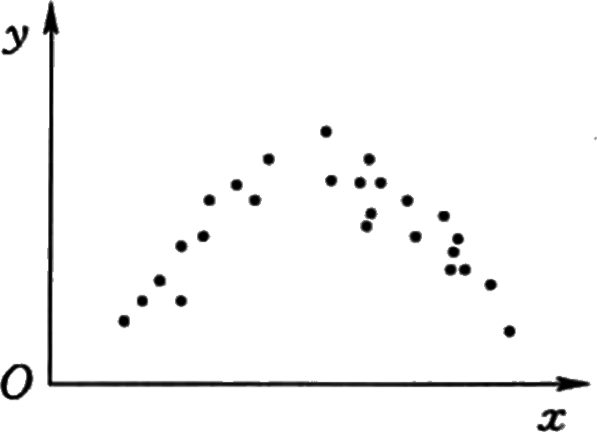
相关图法
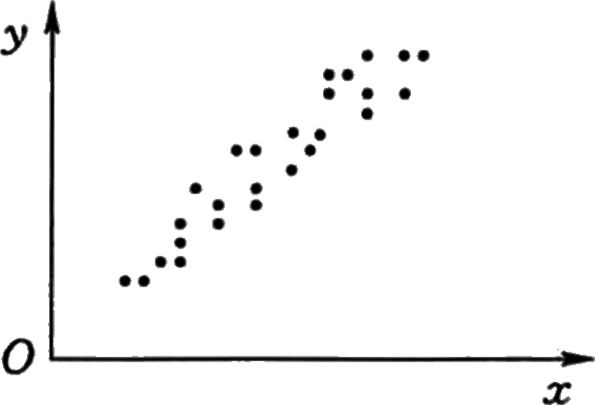
(1)正相关。散布点基本形成由左至右向上变化的一条直线带,即随 x 增加,y 值也相应增加,说明 x 与 y 有较强的制约关系。此时,可通过对 x 控制而有效控制 y 的变化。
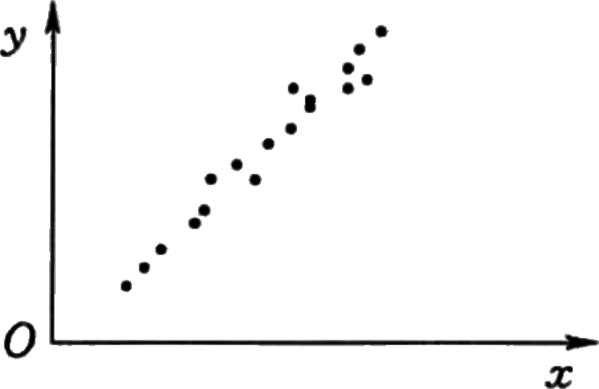
(2)弱正相关。散布点形成向上较分散的直线带。随x值的增加,y 值也有增加趋势,但x、y的关系不像正相关那么明确。说明 y 除受 x 影响外,还受其他更重要的因素影响。
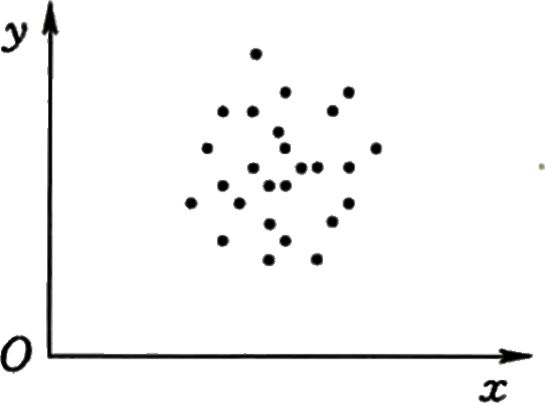
(3)不相关。散布点形成一团或平行于 x 轴的直线带。说明 x 变化不会引起 y 的变化或其变化无规律,分析质量原因时可排除 x 因素。
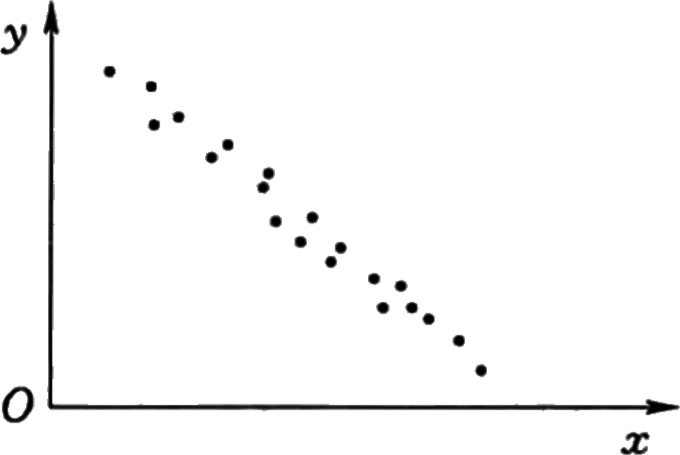
(4)负相关。散布点形成由左向右向下的一条直线带,说明 x 对 y 的影响与正相关恰恰相反。
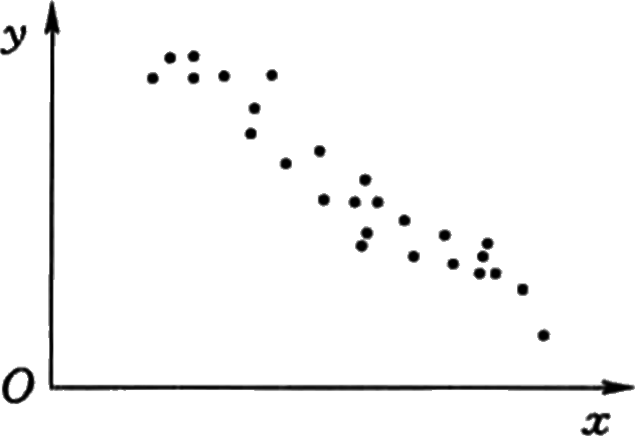
(5)弱负相关。散布点形成由左至右向下分布的较分散的直线带说明 x 与 y 的相关关系较弱,且变化趋势相反,应考虑寻找影响y的其他更重要的因素。
(6)非线性相关。散布点呈一曲线带,即在一定范围内 x 增加,y 也增加;超过这个范围 x 增加,y 则有下降趋势。或改变变动的斜率呈曲线形态。

直方图法的用途

直方图的绘制方法
(二)直方图的判断和分析
1.理想直方图
它是左右基本对称的单峰型。
2.非正常型直方图
出现非正常型直方图时,表明生产过程或收集数据作图有问题。
(1)折齿型。是由于分组过多或组距太细所致。
(2)孤岛型。是由于原材料或操作方法的显著变化所致。
(3)双峰型。是由于将来自两个总体的数据(如两种不同材料、两台机器或不同操作方法)混在一起所致。
(4)缓坡型。是由于工序施工过程中的上控制界限或下控制界限控制太严所造成的。
(5)绝壁型。是由于收集数据不当,或是人为剔除了下限以下的数据造成的。

直方图的判断和分析
(二)直方图的判断和分析
1.理想直方图
它是左右基本对称的单峰型。
2.非正常型直方图
出现非正常型直方图时,表明生产过程或收集数据作图有问题。
(1)折齿型。是由于分组过多或组距太细所致。
(2)孤岛型。是由于原材料或操作方法的显著变化所致。
(3)双峰型。是由于将来自两个总体的数据(如两种不同材料、两台机器或不同操作方法)混在一起所致。
(4)缓坡型。是由于工序施工过程中的上控制界限或下控制界限控制太严所造成的。
(5)绝壁型。是由于收集数据不当,或是人为剔除了下限以下的数据造成的。

废品率的计算
1.超上限废品率 Pu 的计算
先求出超越上限的偏移系数:
然后根据它查正态分布表(附表6),求得超上限的废品率 Pu。
2.超下限废品率 P,的计算
先求出超越下限的偏移系数:
再依据它查正态分布表,得出超下限的废品率P。
3.总废品率

控制图的绘制

控制图的分析与判断
主要从以下四个方面来判断生产过程是否稳定。
(1)连续的点全部或几乎全部落在控制界线内。
正常的情况,如:连续25点无超出控制界线者;连续35点中最多有一点在界外者;连续100点中至多允许有2点在界外者。
(2)点在中心线附近居多,即接近上、下控制界线的点不能过多。
异常的情况,如:连续3点至少有2点接近控制界线;连续7点至少有3点接近控制界线;连续10点至少有4点接近控制界线。
(3)点在控制界线内的排列应无规律。
异常的情况,如:连续7点及其以上呈上升或下降趋势者;连续7点及其以上在中心线两侧呈交替性排列者;点的排列呈周期性者。

排列图的组成

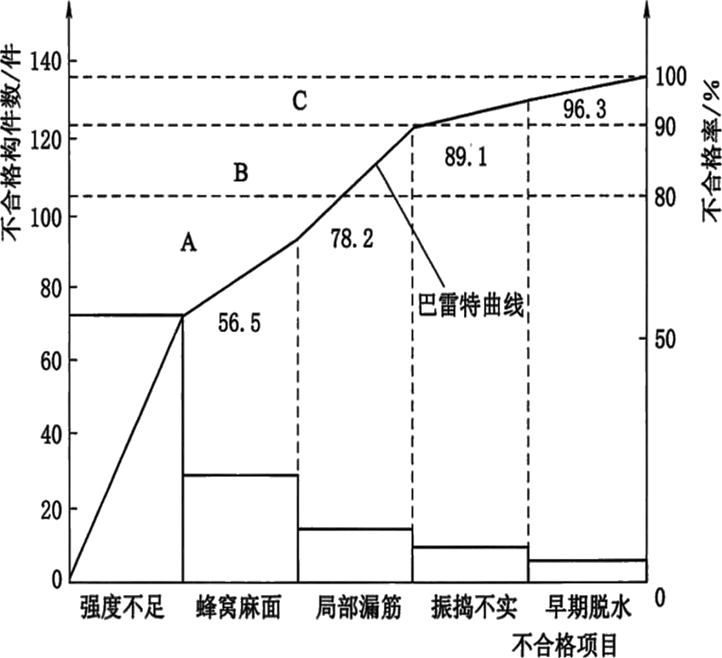
排列图的绘制及分析
A类为“强度不足”和“蜂窝麻面”,是主要质量问题;
B类为“局部漏筋”,是次要质量问题;
C 类为“振捣不实”和“早期脱水”,是一般质量问题。因此主要质量问题为“强度不足”和“蜂窝麻面”,应重点控制。

因果分析图概念

因果分析图绘制

因果分析图分析

相关图法的概念

相关图的绘制方法
(1)正相关。散布点基本形成由左至右向上变化的一条直线带,即随 x 增加,y 值也相应增加,说明 x 与 y 有较强的制约关系。此时,可通过对 x 控制而有效控制 y 的变化。
(2)弱正相关。散布点形成向上较分散的直线带。随x值的增加,y 值也有增加趋势,但x、y的关系不像正相关那么明确。说明 y 除受 x 影响外,还受其他更重要的因素影响。
(3)不相关。散布点形成一团或平行于 x 轴的直线带。说明 x 变化不会引起 y 的变化或其变化无规律,分析质量原因时可排除 x 因素。
(4)负相关。散布点形成由左向右向下的一条直线带,说明 x 对 y 的影响与正相关恰恰相反。
(5)弱负相关。散布点形成由左至右向下分布的较分散的直线带说明 x 与 y 的相关关系较弱,且变化趋势相反,应考虑寻找影响y的其他更重要的因素。
(6)非线性相关。散布点呈一曲线带,即在一定范围内 x 增加,y 也增加;超过这个范围 x 增加,y 则有下降趋势。或改变变动的斜率呈曲线形态。

相关图的观察和分析
(1)正相关。散布点基本形成由左至右向上变化的一条直线带,即随 x 增加,y 值也相应增加,说明 x 与 y 有较强的制约关系。此时,可通过对 x 控制而有效控制 y 的变化。
(2)弱正相关。散布点形成向上较分散的直线带。随x值的增加,y 值也有增加趋势,但x、y的关系不像正相关那么明确。说明 y 除受 x 影响外,还受其他更重要的因素影响。
(3)不相关。散布点形成一团或平行于 x 轴的直线带。说明 x 变化不会引起 y 的变化或其变化无规律,分析质量原因时可排除 x 因素。
(4)负相关。散布点形成由左向右向下的一条直线带,说明 x 对 y 的影响与正相关恰恰相反。
(5)弱负相关。散布点形成由左至右向下分布的较分散的直线带说明 x 与 y 的相关关系较弱,且变化趋势相反,应考虑寻找影响y的其他更重要的因素。
(6)非线性相关。散布点呈一曲线带,即在一定范围内 x 增加,y 也增加;超过这个范围 x 增加,y 则有下降趋势。或改变变动的斜率呈曲线形态。

工序能力指数Cp
1. 工序能力分析
T为质量标准要求的界限,B为实际质量特性值分布范围。
(1)B在T中间,两边各有一定余地,这是理想的控制状态。
(2)B虽在T之内,但偏向一侧,有可能出现超上限或超下限不合格品,要采取纠正措施,提高工序能力。
(3)B与T重合,实际分布太宽,极易产生超上限与超下限的不合格品,要采取措施,提高工序能力。
(4)B过分小于T,说明工序能力过大,不经济。
(5)B过分偏离了的中心,已经产生超上限或超下限的不合格品,需要调整。
(6)B大于T,已经产生大量超上限与超下限的不合格品,说明工序能力不能满足技术要求。









拒绝盲目备考,加学习群领资料共同进步!











师资团队
-

免费听
唐忍
分数收割机
主讲:合同管理,安全生产法律法规,安全生产法规
优秀安全工程师、监理工程师讲师。善于重点击破晦涩法理点,轻松提升得分。

免费听
王竹梅
考点总结高手
主讲:建设工程造价管理,理论与法规
中国人民大学硕士,多年工程造价咨询实战经验,建设部住宅试点工程“部级科技进步个人银奖”获得者。
-

免费听
江凌俊
口诀一绝
主讲:目标控制(土木建筑),进度控制(水利),建筑施工安全,建筑工程管理与实务,建筑工程,建筑施工安全
曾在设计院任职,线上线下多年培训行业从业经历。

免费听
梁毛
主讲:案例分析(土木建筑),建筑工程
工程管理证书“大满贯”获得者,一级建造师(建筑/机电)、造价工程师、监理工程师(土建/交通)、二级建造师(建筑/机电/市政)、高级工程师(建筑工程)
-

免费听
孙媛媛
对课程重难点把握精准,讲授通俗易懂,受到广大学员好评
主讲:目标控制(交通工程),市政专业知识,市政专业实务
监理工程师,高校副教授,参加湖南省土建初中级职称大纲编写及修订。

免费听
李博韬
主讲:投资控制(水利)
长期从事监理水利教学与研究工作,经验丰富,对考试方向有深入研究。能够引导学员从课程和书本中梳理知识脉络并高效备考应试,深受学员喜爱。

专业智能,高效提分
章节练习
章节专项突破
进入做题
精选试题
省时高效精选
进入做题
模拟考场
海量题免费做
进入做题
考前点题
高效锁分72小时
进入做题
每日一练
每天进步一点点
进入做题
历年真题
真题实战演练
进入做题
易错题
精选高频易错题
进入做题
模考大赛
同场闯关做题
进入做题

APP刷题神器
模考大赛
考点打卡
做题闯关

扫描二维码 下载233网校APP刷题
互动交流

微信扫码关注公众号
获取更多考试资料