
新增考点30:典型零部件的装配
· 考点归属:教材P138-140--2)典型零部件的装配
· 考点内容:
典型零部件装配是机械设备安装方法的重要组成部分。主要包括:螺纹连接件装 配、过盈配合件装配、齿轮装配、联轴器装配、轴承装配等。
(1)螺纹连接件装配
①保证一定的拧紧力矩。为了达到螺纹连接紧固和可靠的目的,要求螺纹牙齿间 有一定的摩擦力矩,所以螺纹连接装配时应有相应的测力装置,使螺纹牙齿之间产生足 够的预紧力。
②有可靠的防松装置。螺纹连接一般都具有自锁性,在静载荷下一般不会松脱。 但在振动、冲击和交变载荷下,会使螺纹牙齿之间压力突然减小,以致摩擦力矩减小, 使螺纹连接松动。因此,螺纹连接应有可靠的防松装置,以防止摩擦力矩减小和螺母 回 转 。
③保证螺纹连接的配合精度。螺纹配合精度由螺纹公差和旋合长度两因素决定, 分为精密、中等、粗糙三种。
(2)螺纹连接的紧固力矩及紧固顺序
螺纹连接时的紧固力矩和紧固顺序相当重要。螺纹连接时的紧固力矩与紧固顺序 配合不当时,螺纹在经过振动、冲击和交变运动后,很快就会松动。所以在成组螺母 紧固时,要按正确的紧固顺序逐次(一般两三次)拧紧螺母。 一般第一次紧固力矩为 25%,第二次紧固力矩为50%,第三次紧固力矩为100%。
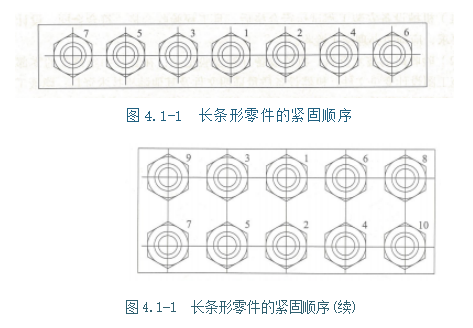
①长条形零件:从中间开始向两边对称紧固,防止零件变形。紧固顺序依次为:
1、2、3、4、5、6、7、8、9、10,如图4.1-1所示。
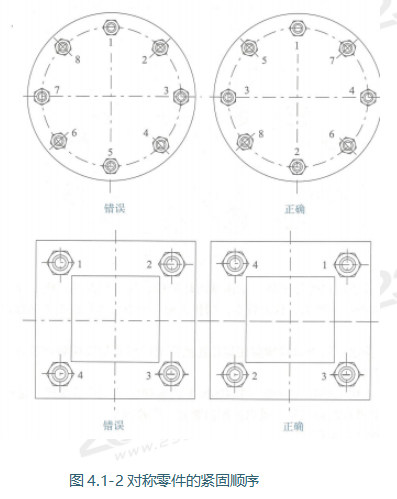
②对称零件:从对角开始紧固,如方形、圆形件,紧固顺序为:1、2、3、4、5、6、7、8,如图4.1-2所示。
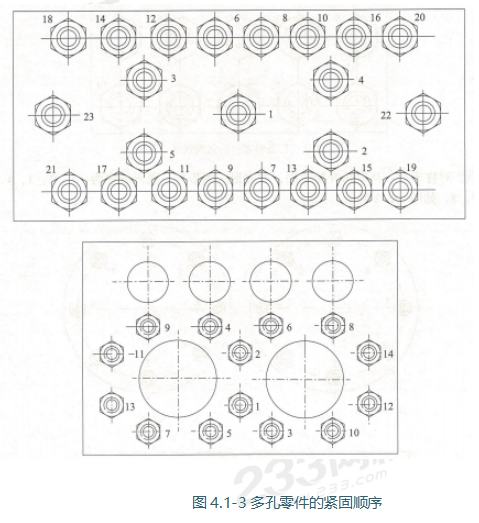
③多孔零件的紧固:从中心开始紧固,紧固顺序为:1、2、3、4、5、6、7、8、 9、10、11、12、13、14、15、16、17、18、19、20,如图4. 1-3所示。
(3)有预紧力矩要求的螺纹连接装配
①定扭矩法:用扭力扳手或扭矩扳手控制,方法简单,但是误差较大,扭矩扳手 在使用前和使用过程中应注意校核。
②扭角法(转角法):将螺母拧紧至消除间隙后,再将螺母拧转一定的角度来控制 预紧力,不需要专业工具,操作简单,但误差较大。
③扭断螺母法:将螺母上切一定深度的环形槽,扳手套在环行槽上部,以由环行 槽处扭断螺母来控制预紧力,误差较小,操作方便。但螺母本身的制造和修理重装时不 方便。
④液力拉伸法:用液力拉伸器使螺栓达到需要的伸长量以控制预紧力,螺栓不受 附加力矩,误差较小。
⑤加热法:用加热法(一般小于400℃)使螺栓伸长,然后采用一定厚度的垫片 或热紧法来控制螺栓的伸长量,借以控制预紧力,误差较小。
【备考策略】:该考点主要出题方向为案例题,很重要

这里,给大家推荐一款超好用的一建备考刷题软件——233网校APP。
里面包含每日一练、章节练习、模拟考场、历年真题在线题库,配备老师视频解析掌上刷,另有做题记录、错题集、收藏试题、积分下载试题离线刷,以及个性化做题习惯设置,完全可以满足你的备考刷题需求,助你查漏补缺。下载APP>>





























